【一】塑胶产品结构设计要点
1.胶厚(胶位):
**
塑胶产品的胶厚(整体外壳)通常在0.60-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
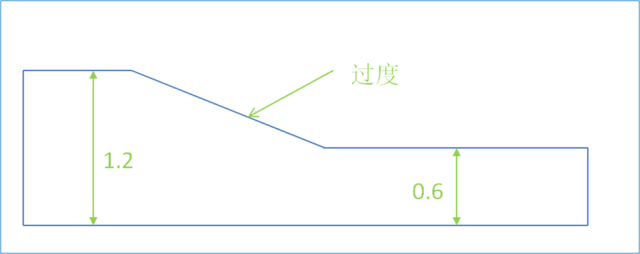
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需过度不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶, 有外观面的地方胶厚不能低于0.6。
2.加强筋(骨位):
**
塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。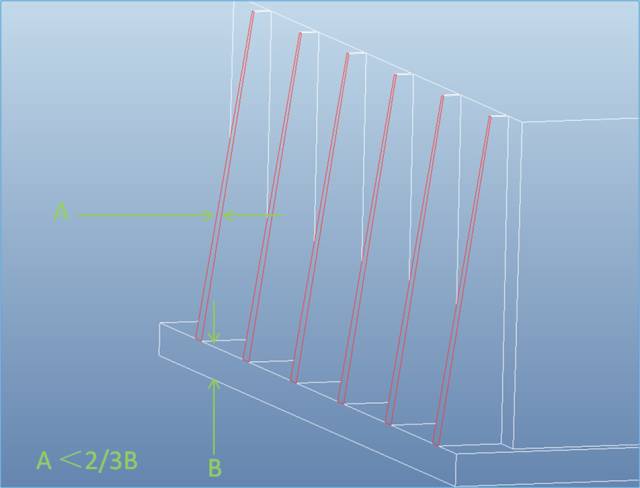
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),或者做单边0.25的落差,高度较矮时可不做斜度,但是结构配合面则必须拔模。
3.脱模斜度:
**
塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。出模斜度通常为0.5-8度,常取3度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。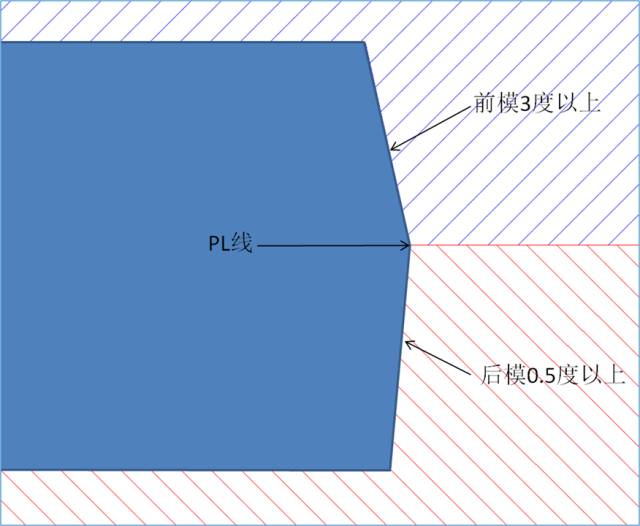
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
外观面如果做喷油就需要做3度以上,如果是素材或晒纹,则要5-8度。
4.圆角(R角):
**
塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。外观面最小R通常大于0.1,一般做0.2-0.3以上。
5.孔:
**
从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,一般壁厚2.0则开孔在0.6以上,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。 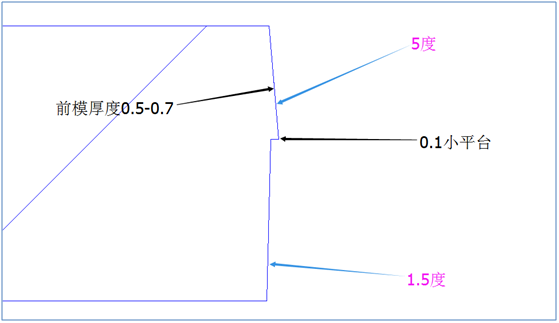
孔内根据上图方式拔模,PL分型处,后模小平台设计0.1以上,防止成型跑毛边。
6.凸台(BOSS):
**
凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。当BOSS和柱子上下(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。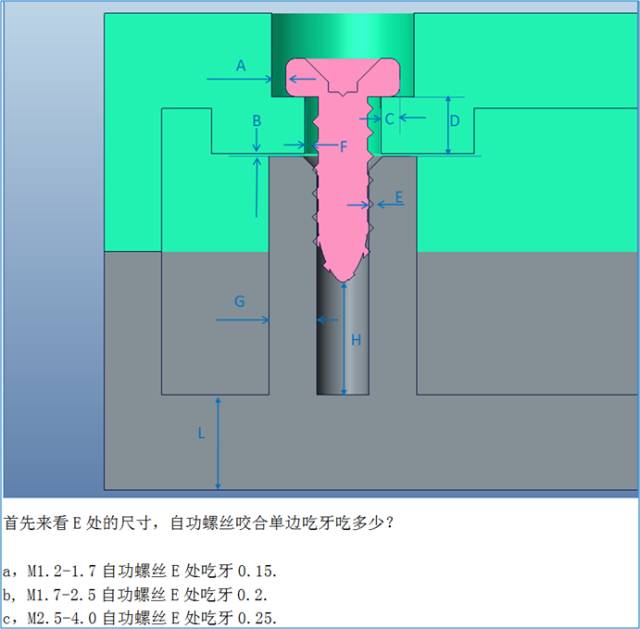
当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.2-0.5,以便螺钉能锁紧。如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.50-2.70。
7.嵌件:
**
把已经存在的金属件或塑胶件放在模具内再次成型时,该已经存在的部件叫嵌件。当塑胶产品设计有嵌件时,要考虑嵌件在模具内必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。还要考虑不能漏胶。
8.产品表面纹面:
**
塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)和雕刻面。当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。 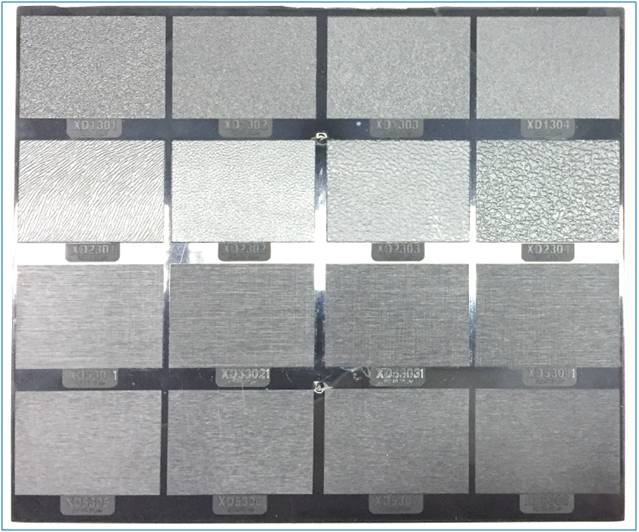
9.文字:
**
塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。但是字体要做亮面,就必须做凹字,一般深度在0.2-0.5左右。 
10.螺纹:
**
塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不高的可把其结构简化成可强行脱模的结构。
11.支撑面:
**
塑胶产品通常不用整个面做支撑面,而是单独做凸台、凸点、筋做支撑。因塑胶产品很难做到整个较大的绝对平面,其容易变形翘曲。
12.塑胶产品的装配形式:
**
01.超声线接合装配法,其特点是模具上容易做到,但装配工序中需专门的超声机器,成本增大,且不能拆卸。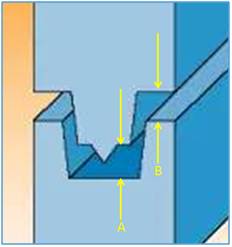
超声线的横截面通常做成0.30宽0.3高的三角形,在长度方向以3-6MM的长度间断2MM;
02.自攻螺丝装配法, 其特点是模具上容易做到,但增加装配工序,成本增大,拆卸麻烦;
03.卡钩-扣位装配法,其特点是模具加工较复杂,但装配方便,且可反复拆卸,多次使用。卡钩的形式有多种,要避免卡钩处局部胶位太厚,还要考虑卡钩处模具做模方便。卡钩要做到配合松紧合适,装拆方便,其配合面为贴合,其它面适当留间隙。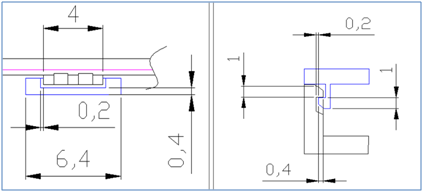
04.BOSS轴-孔形式的装配法,其特点是模具加工方便,装配容易,拆卸方便,但其缺点是装配不是很牢固。 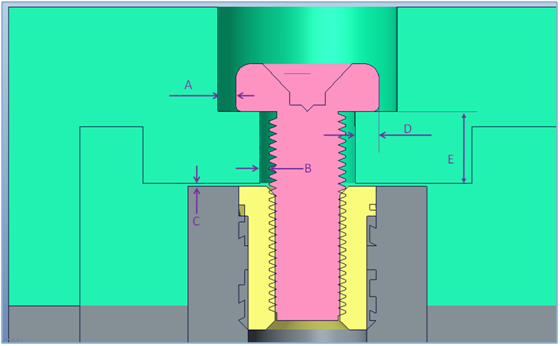
13.齿口:
**
两个塑胶产品的配合接触面处通常做齿口,齿口的深度通常在0.8-2.5左右,其侧面留0.05-0.15左右的间隙,深度深时做斜度1-5度,常取1.5度,深度浅时可不作斜度。齿口的上下配合需要留0.2-0.5的间隙。
14.美观线:
**
两个塑胶产品的配合面处通常做美观线,美观线的宽度常取0.2-1.0,视产品的整体大小而定。
15.塑胶产品的表面处理方法:
**
常用的有喷涂、丝印、烫金、印刷、电镀、雕刻、蚀纹、抛光、加颜色等。
16.常用到的金属材料有:
**
不锈钢、纯铝,铜合金(黄铜、青铜、磷铜、红铜)、弹簧钢、弹簧、铝合金、锌合金,钛合金,镁合金。
17.金属材料常用的防锈方法:
电镀、氧化,喷涂。
【二】塑件设计
1、材料及厚度
1.1、材料的选取
a. ABS:
高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。目前常用奇美PA-757、PA-777D等 。
b. PC+ABS:
流动性好,强度不错,价格适中。适用于作高刚性、高冲击韧性的制件,如框架、壳体等。常用材料代号:拜尔T85、T65。
c. PC:
高强度,价格贵,流动性不好。适用于对强度要求较高的外壳、按键、传动机架、镜片等。常用材料代号如:帝人L1250Y、PC2405、PC2605。
d. POM:
具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e. PA:
坚韧、吸水、但当水份完全挥发后会变得脆弱。常用于齿轮、滑轮等。受冲击力较大的关键齿轮,需添加填充物。
f. PMMA:
有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5% 。机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
1.2 壳体的厚度
**
a. 壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内,整个部件的最小壁厚不得小于0.4mm,且该处背面不是A级外观面,并要求面积不得大于100mm²。
b. 在厚度方向上的壳体的厚度尽量在1.2~1.4mm,侧面厚度在1.5~1.7mm;外镜片支承面厚度0.8mm,内镜片支承面厚度最小0.6mm。 c. 电池盖壁厚取0.8~1.0mm。
d. 塑胶制品的最小壁厚及常见壁厚推荐值见下表。
| 塑料料制品的最小壁厚及常用壁厚推荐值(单位mm) | ||||
|---|---|---|---|---|
| 工程塑料 | 最小壁厚 | 小型制品壁厚 | 中型制品壁厚 | 大型制品壁厚 |
| 尼龙(PA) | 0.45 | 0.76 | 1.50 | 2.40~3.20 |
| 聚乙烯(PE) | 0.60 | 1.25 | 1.60 | 2.40~3.20 |
| 聚苯乙烯(PS) | 0.75 | 1.25 | 1.60 | 3.20~5.40 |
| 有机玻璃(PMMA) | 0.80 | 1.50 | 2.20 | 4.00~6.50 |
| 聚丙烯(PP) | 0.85 | 1.45 | 1.75 | 2.40~3.20 |
| 聚碳酸酯(PC) | 0.95 | 1.80 | 2.30 | 3.00~4.50 |
| 聚甲醛(POM) | 0.45 | 1.40 | 1.60 | 2.40~3.20 |
| 聚砜(PSU) | 0.95 | 1.80 | 2.30 | 3.00~4.50 |
| ABS | 0.80 | 1.50 | 2.20 | 2.40~3.20 |
| PC+ABS | 0.75 | 1.50 | 2.20 | 2.40~3.20 |
1.3、厚度设计实例
塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。塑件的壁厚过大,不仅会因用料过多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。
对提高生产效率不利,容易产生汽泡,缩孔,凹陷;塑件壁厚过小,则熔融塑料在模具型腔中的流动阻力就大,尤其是形状复杂或大型塑件,成型困难,同时因为壁厚过薄,塑件强度也差。
塑件在保证壁厚的情况下,还要使壁厚均匀,否则在成型冷却过程中会造成收缩不均,不仅造成出现气泡,凹陷和翘曲现象,同时在塑件内部存在较大的内应力。设计塑件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。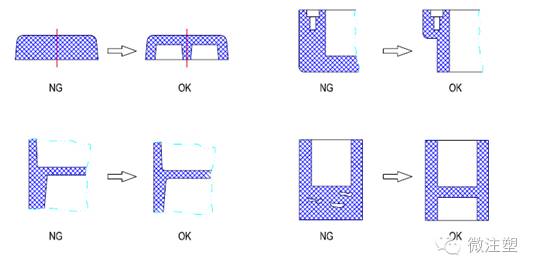
2 脱模斜度
2.1 脱模斜度的要点
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。
具体选择脱模斜度时应注意以下几点:
a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
如下图1-1。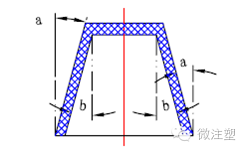
b. 凡塑件精度要求高的,应选用较小的脱模斜度。
c. 凡较高、较大的尺寸,应选用较小的脱模斜度。
d. 塑件的收缩率大的,应选用较大的斜度值。
e. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
f. 一般情况下,脱模斜度不包括在塑件公差范围内。
g. 透明件脱模斜度应加大,以免引起划伤。一般情况下,PS料脱模斜度应大于3°,ABS及PC料脱模斜度应大于2°。
h. 带革纹、喷砂等外观处理的塑件侧壁应加3°~8°的脱模斜度,视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。咬花深度越深,脱模斜度应越大.推荐值为1°+H/0.0254°(H为咬花深度).如121的纹路脱模斜度一般取3°,122的纹路脱模斜度一般取5°。
i. 插穿面斜度一般为1°~3°。
j. 外壳面脱模斜度大于等于3°。
k. 除外观面壳外,壳体其余特征的脱模斜度以1°为标准脱模斜度。特别的也可以按照下面的原则来取:低于3mm高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余取1.5°;低于3mm高的腔体的脱模斜度取0.5°,3~5mm取1°,其余取1.5°
3、加强筋
**
为确保塑件制品的强度和刚度,又不致使塑件的壁增厚,而在塑件的适当部位设置加强筋,不仅可以避免塑件的变形,在某些情况下,加强筋还可以改善塑件成型中的塑料流动情况。
为了增加塑件的强度和刚性,宁可增加加强筋的数量,而不增加其壁厚。
3.1、加强筋厚度与塑件壁厚的关系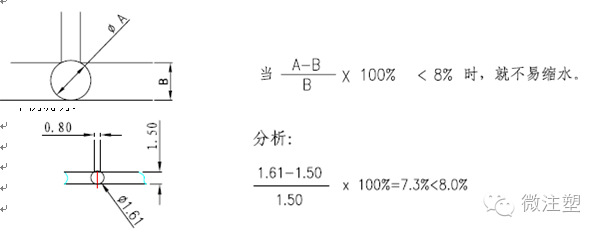
3.2、加强筋设计实例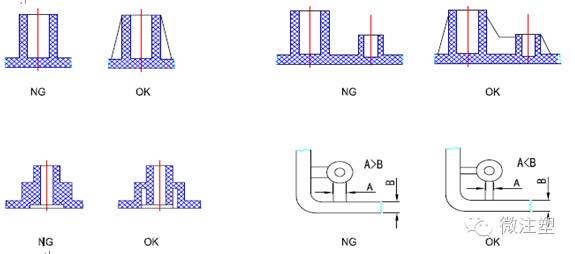
4.1、柱子的问题
**
a. 设计柱子时,应考虑胶位是否会缩水。
b. 为了增加柱子的强度,可在柱子四周追加加强筋。加强筋的宽度参照图3-1。
柱子的缩水的改善方式见如图4-1、图4-2所示:改善前柱子的胶太厚,易缩水;改善后不会缩水。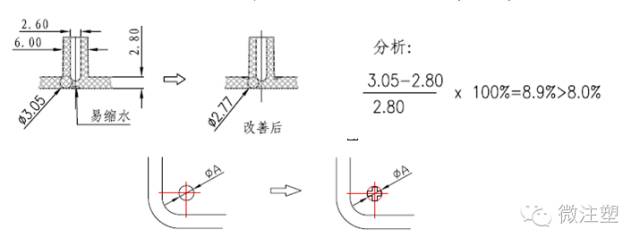 4.2、孔的问题
4.2、孔的问题
**
a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象。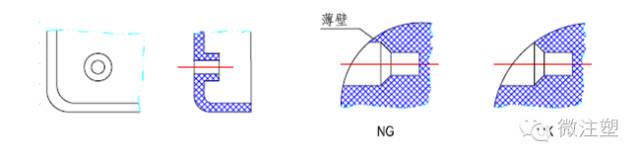
免责声明:本文章转自网络,仅供学习交流,如涉及版权问题请联系删除!

若有收获,就点个赞吧
0 人点赞
