塑胶件螺纹连接结构的设计原则:
- 连接强度原则;
- **成型性原则;
一、连接强度原则
在上篇中提到,由于检查紧固力的方法很复杂,我们通常通过扭矩值来确认施力情况,也就是说,紧固力的大小可以通过扭矩值来表征,如果拧紧扭矩越大,相对于的紧固力就越大,,连接强度就越大。
由公式:拧紧扭矩Tα=Tr+X(Tf-Tr)可知,如果需要增大拧紧扭矩Tα,可以通过增大攻牙扭矩Tr和滑牙扭矩Tf来实现。
- 增大攻牙扭矩Tr,这会导致前期攻牙阶段的安装扭矩变大,前期显得很吃力,同时导致拧紧扭矩Tα的范围太窄,容易造成滑牙,这不是我们想要的结果。
- 增大滑牙扭矩Tf,也就是增大了滑牙扭矩Tf和攻牙扭矩Tr之间的差值(Tf-Tr),这样的结果是拧紧扭矩Tα增大了,同时使得拧紧扭矩Tα在一个较大的容差范围内。
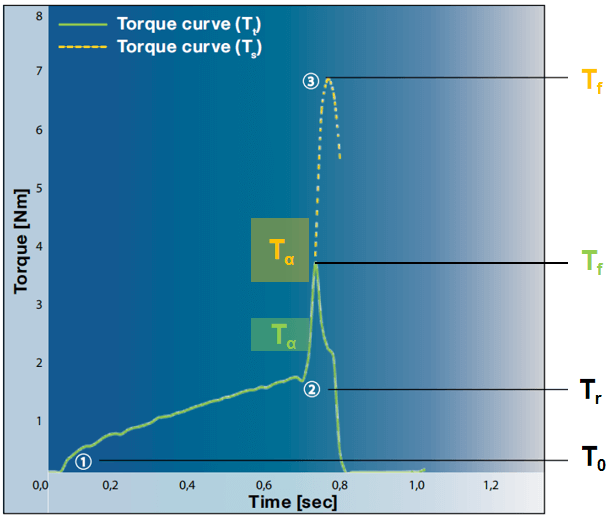
那么,如何增大滑牙扭矩Tf呢?
滑牙紧固力公式: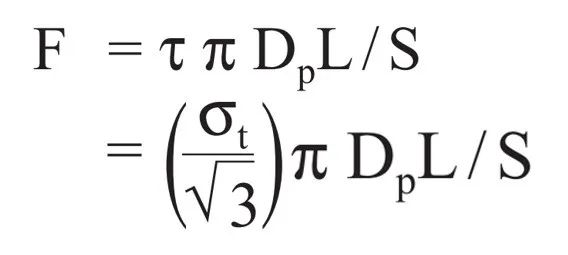
滑牙扭矩公式:
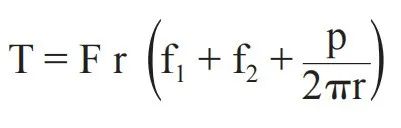
由以上公式可知,增大以下因素:σt(塑胶材料的拉伸屈服应力);Dp(螺丝中径);L(螺纹旋合深度);f1(螺纹与塑胶之间的摩擦系数);f2(螺丝头底部与塑胶之间的摩擦系数);p(螺丝的螺距);都可以增大滑牙扭矩Tf。
以上因素可以归类为:
塑胶材料的性能:拉伸屈服应力、弯曲模量、摩擦系数
螺丝的几何参数:螺纹角、螺距
- 螺丝柱的设计:内孔设计(孔径、螺纹旋合深度),外径设计
01 塑胶材料的性能
1、拉伸屈服应力
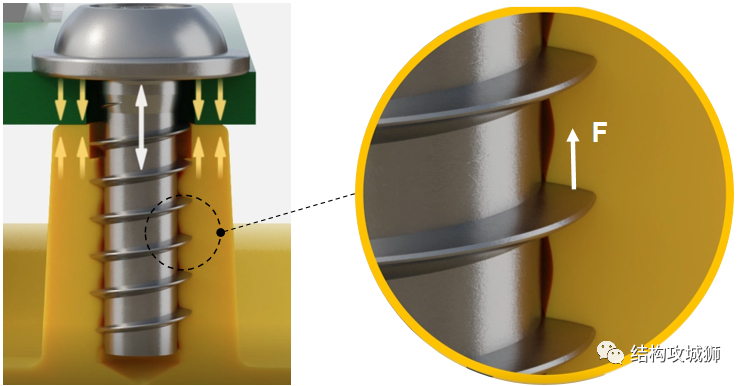
在材料拉伸过程中,当应力达到一定值时,应力有微小的增加,而应变却急剧增长的现象,称为屈服,使材料发生拉伸屈服时的正应力就是材料的拉伸屈服应力。在螺丝拧紧过程,螺丝柱内孔侧壁形成螺纹,并受到螺丝的拉伸力F,如果此拉伸力超过塑胶材料的拉伸屈服应力,塑胶螺纹开始发生塑性变形,螺纹的完整性遭到破坏而无法回复,具体表现为紧固力和滑牙扭矩降低。
所以,在其他条件一定情况下,选择拉伸屈服应力大的材料,能有效提高紧固力和滑牙扭矩。
2、弯曲模量
弯曲模量是衡量塑料抵抗弯曲变形能力大小的尺度。塑胶螺丝柱内螺纹的形成实际上塑胶被螺丝螺牙挤压变形,然后多余的塑胶流动到螺丝相邻螺牙之间的凹槽而形成的。
一般来说,流动到凹槽的塑胶越多,螺纹面与塑胶之间的接触面积越大,此处的拉伸屈服应力值越大,紧固力和滑牙扭矩越大,同时减少了螺钉松动的可能性。
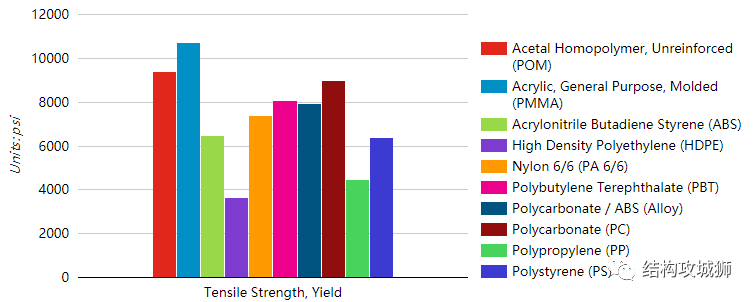
按弯曲模量的大小分类,塑胶材料可以分成以下几大类:
1)低弯曲模量(<20000kg/cm2)
此类塑胶材料通常较软,主要包括PP、PE、软PVC、PA1010、PA11、PA12等,比较容易形成螺纹,但这些材料本身的拉伸屈服应力小,不太适合用在需求高连接强度的场合(除非通过优化螺丝柱结构,否则滑牙扭矩通常不高)。
2)中等弯曲模量(20000 ~30000kg/cm2)
此类塑胶材料硬度中等,主要包括ABS、ABS/PC、PC、PPO、PS、PA6、 PA66、PBT、POM、硬PVC等,此类塑胶综合了弯曲模量和拉伸屈服应力,非常适合采用自攻螺丝连接,并具体较高的连接强度。
3)高弯曲模量(30000 ~70000kg/cm2)
此类塑胶材料硬度高,主要包括SAN、PEEK、PPS以及一些低玻纤填充的材料如 PC+10GF、POM+20GF等,此类塑胶流动性差,形成的螺纹不饱满,采用此材料设计的螺丝柱内孔尺寸须做一定优化,同时采用更高强度的螺丝,或者采用具有低螺旋角的专用螺丝或螺纹切削自攻螺丝,以避免过大的驱动扭矩而导致螺丝断裂。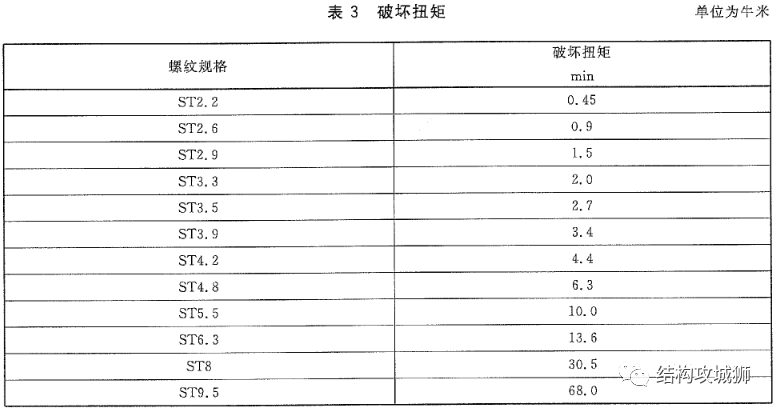
4)超高弯曲模量(>70000kg/cm2)
此类塑胶材料硬度非常高,主要包括一些高玻纤填充(30%以上)的材料如PET+30GF、PC+30GF、PBT+30GF、PA+30GF等,以及热固性塑胶,针对此类材料,建议使用塑胶专用螺丝或螺纹切削自攻螺丝,必要时采用模内预埋螺母。
3、摩擦系数
主要是指螺丝螺纹与塑胶之间的摩擦系数和螺丝头底部与塑胶之间的摩擦系数,这两个摩擦系数的值较接近(钢对塑胶),不同塑胶的摩擦系数不同,一般为0.2~0.6之间。需要注意的是,螺丝头底部的摩擦扭矩随着螺丝头直径增大而增大,所以,大扁头和带介的螺丝比盘头螺丝的滑牙扭矩大。
02 螺丝的几何参数
1、螺纹角
传统标准的自攻螺丝的螺纹角一般为60°,但是现在有一些针对塑胶开发的自攻螺丝,其螺纹角一般为30°~48°,开发这种小螺纹角自攻螺丝的厂家主要是国外的居多,比如Celo专门为塑料件组装而开发的一系列自攻螺钉,大家如有兴趣进一步了解的话可以到他们的官网去查阅相关信息(https://www.celofasteners.cn)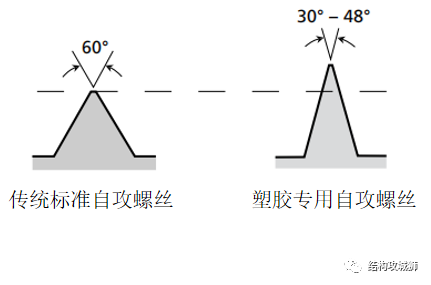
那么螺纹角是怎么影响连接性能的呢?
下面以60°和30°螺纹角的自攻螺丝进行受力分析,如果以一定的扭矩拧紧螺丝,在螺丝柱内孔形成阴螺纹,螺纹面的垂直方向受到一个力(R),R可以分解成径向力FRad和轴向力FAxi,如下图。
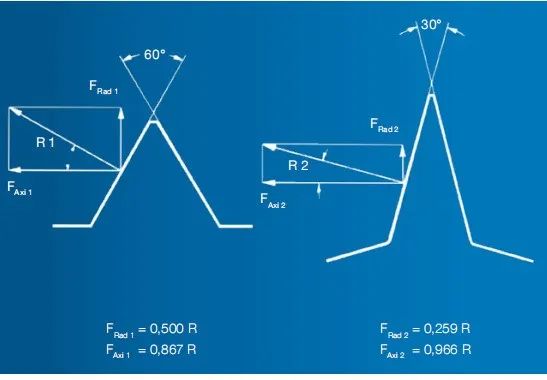
通过对比可知,
1)将螺纹角从60º改为40º可以在螺丝拧紧过程中使径向力(FRad)降低接近50%,大大减小了径向应力,从而减小螺丝柱损坏的可能性。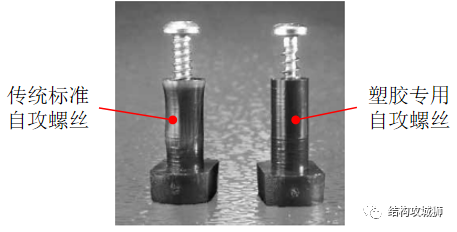
为此,采用塑胶专用自攻螺丝,螺丝柱外径的设计可以比传统螺丝柱小,更有利于减小螺丝柱根部背面缩水现象。
2)轴向力(FAxi)虽然提高不多,但由于塑胶专用自攻螺丝具有较小的芯部直径(mø)和较高的螺纹轮廓(CM),因此螺纹之间可以容纳更多塑胶材料,并形成较大的轴向剪切面积,提高了拉拔阻力,间接提高了紧固力和滑牙扭矩。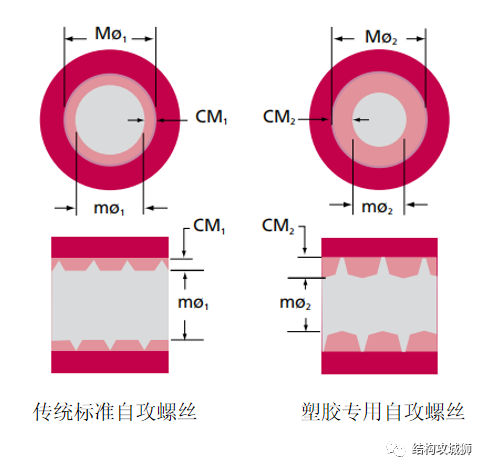
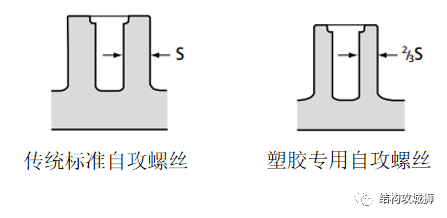
2、螺距
下图为常用传统标准自攻螺丝的螺距。

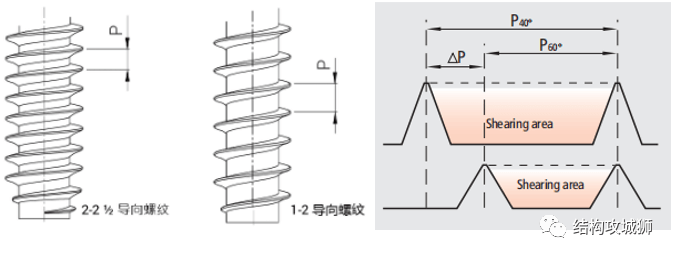
1)对于低弯曲模量(<20000kg/cm2)的塑胶,可以采用比传统标准自攻螺丝大的螺距,较大螺距提供塑料中更大的剪切区域,提高此区域拉伸屈服应力,紧固力和滑牙扭矩越大,同时减少了螺钉松动的发生。
2)对于超高弯曲模量(>70000kg/cm2)的塑胶,应采用螺距更小的塑胶专用螺丝,由于螺距变小,同一螺丝长度下螺纹数量增加,这增加了螺纹与塑胶的接触面,提高了热固材料组件中的拉拔阻力,同时保持较低攻牙驱动力矩;取得同等紧固力的情况下,旋入深度可以进一步缩短。
03 螺丝柱的设计
螺丝柱的结构尺寸设计是整个连接结构成本的关键,螺丝柱的结构尺寸设计主要包含,内径、有效旋入深度、导向口、外径、拔模斜度。
1、内径Ø
由于螺丝柱内孔直接是跟螺丝螺纹接触产生连接作用,因此内径是一个很关键的参数,内径过大过小都会产生一些影响连接强度的问题,比如内径太大,就容易发生滑牙,太小螺丝柱容易发生开裂甚至螺丝发生断裂等问题。
合理的内径应该等于或略小于所使用的攻牙螺丝的有效直径Dp,略大于内螺纹的外径,螺纹咬合百分比应该在50%~70%之间。
由上公式计算可知,螺丝柱预留内孔的直径Ø大约是螺丝公称直径的85%,
公差建议:
- 孔径 ≤ Ø3.0 mm 公差+0.08 mm
- 孔径 Ø3.0 - Ø4.5 mm 公差+0.10 mm
- 孔径 > Ø4.5 mm 公差+0.12 mm
为了兼顾较软材料,所以内径Ø通常取值为螺丝公称直径d*内径系数(0.7~0.85)。其中内径系数取值跟自攻螺丝的种类和螺丝柱的材料有关。
下图为螺丝厂商Accument针对他们现有的不同螺丝种类、不同塑料,推荐的螺丝柱内径的取值(仅供参考)。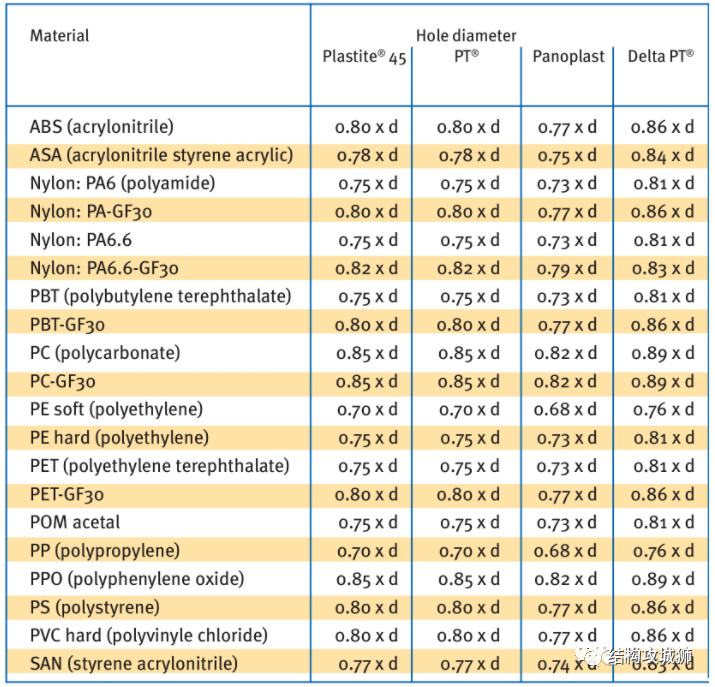
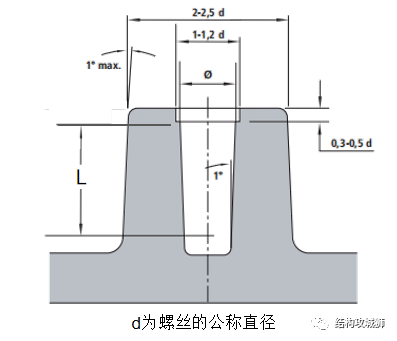
2、有效旋入深度L
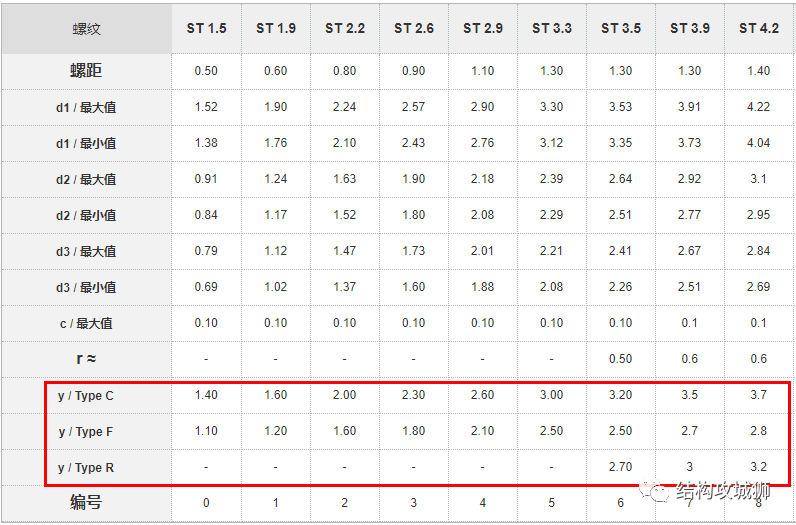
有效旋入深度L,由螺丝长度减去导向口深度(0.3~0.5d)、被连接材料的厚度(t)和螺丝尾部的导向长度(y)得出。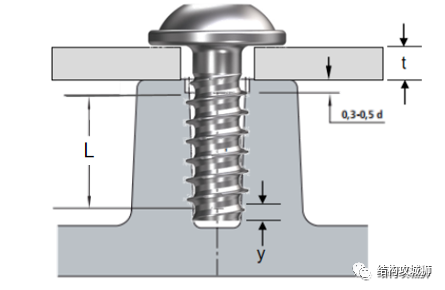
有效旋入深度L的计算:
由内螺纹根部的剪切应力 τn公式求出L的值:
其中,Z:螺纹圈数(L/P),P为螺距;k:三角螺纹牙根的宽度系数(0.75~0.88);D:螺纹的中径;F为负荷。
举例,假设自攻螺丝为ST2.9, k取0.82,τn为65 MPa,图10.40显示了 有效旋入深度h 和螺丝拔出强度的关系。如果有效旋入深度h达到或超过6mm,螺丝的拔出强度就超过了螺丝的断裂强度(2450 N)。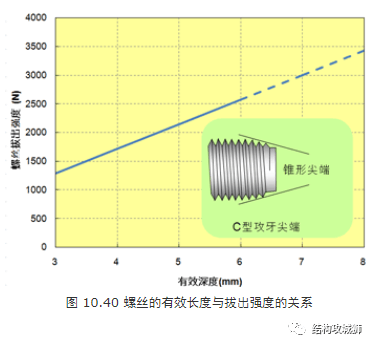
由此可见,虽然螺丝拔出强度随着旋入深度L的增加而增加,当旋入深度L约为螺丝公称直径d的2倍左右时(倍数跟塑胶材料软硬有关,较软可取大点,较硬可取小点),拔出强度已经足够。
需要特别注意的是:一般自攻螺丝尾部都有一个利于导入的锥形,而且这个锥形部分对于连接没有很大的作用。所以在估算有效旋入深度L时,需要排除这个锥形的尺寸y。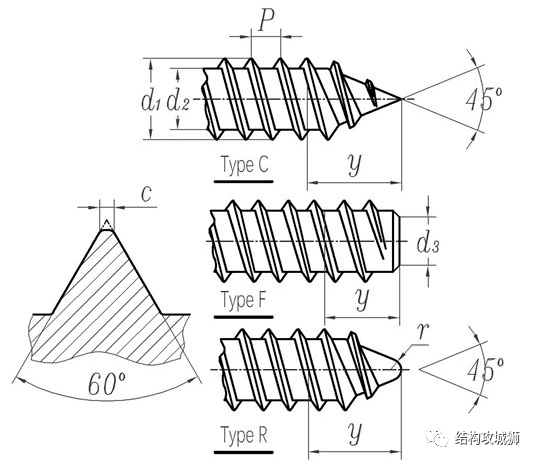
3、导向口
螺丝柱的内孔端部建议设计导向口,导向口不仅方便螺丝的锁入,还可以减少端部拧紧后的应力,防止端部附近造成损伤,导向口的尺寸可参照下图,可根据实际情况适当调整。导向口也可以用倒角代替,倒角一般0.5mm左右。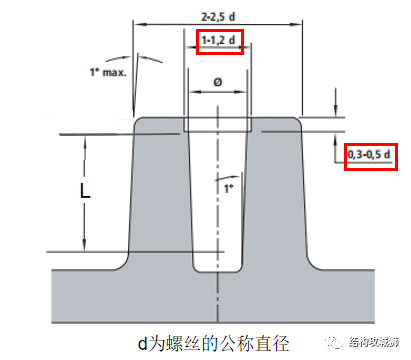
4、外径
自攻螺丝在拧紧过程中,会对螺丝柱内孔进行挤压形成螺纹,拧紧后,螺丝柱的端面会受到螺丝的预紧载荷,如果螺丝柱外径设计不当,螺丝柱内孔和端面所受的应力将会使螺丝柱出现横向和纵向的裂纹,为了保证螺纹的完整性与强度,防止螺丝柱变形,螺丝柱的外径不能低于某个值。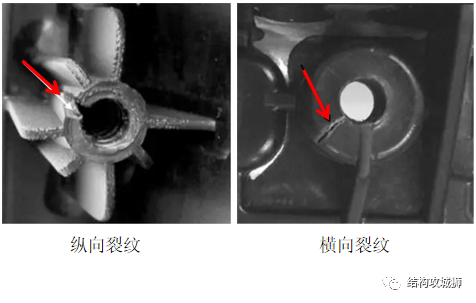
1)纵向裂纹校核
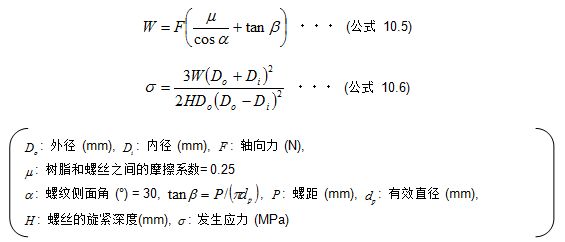
举例,假设自攻螺丝为ST2.9,Di=2.4 mm,P=1.1,dp=2.54,H=7.5 mm,螺丝自身的断裂强度是2450 N,求得发生应力与螺丝柱外径之间的关系。 假设螺丝的断裂强度是最大紧固力F,将数据代入公式10.5和10.6,可以得出图10.39。从图中可以看出,当发生应力低于100MPa时,螺丝柱外径Do 应大于7mm。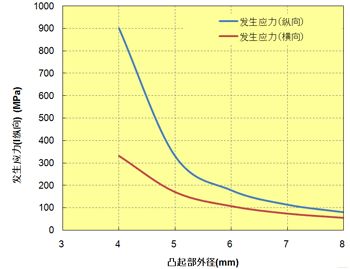
图 10.39 BOSS外径与发生应力的关系
2)横向裂纹校核
通过公式10.7可计算横向断裂。
在测定纵向断裂的同等条件下,求得BOSS外径与横向发生应力之间的关系,如图10.39所示。从图中可以看出,当发生应力低于100MPa时,螺丝柱外Do径应大于6mm。
以上紧固力的取值是以螺丝断裂强度计算,实际应用中紧固力是小于断裂强度,但考虑到由于注塑缺陷(熔接痕)或二次回收料会降低塑胶材料的弯曲模量等原因,螺丝柱外径的取值建议为2~2.5倍螺丝公称直径(一般取2d,考虑外观缩痕的情况可适当减小,并通过增加加强筋加强,较软的材料可取2.5d)。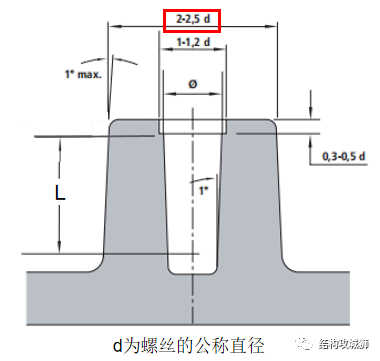
未完待续……
参考文献:
1. Celo、Accument、Ejot等紧固件厂商网络公开资料。
2. 东丽、保理等塑胶厂商网络公开资料。
**
END
特别声明:本文内容为本公众号整理、编辑、原创,部分图片内容来自于网络,只用于学习交流,如涉及版权问题,请联系删除,以上内容如有错误,欢迎留言指正,谢谢!
更多结构知识,请点击下面卡片关注公众号查看

若有收获,就点个赞吧
0 人点赞
