这一期我们介绍汽车行业的另外一种密封方式,焊接工艺。
焊接工艺主要分为超声波焊接,热板焊接,震动摩擦焊接,激光焊接等等
这里我们先来介绍一下震动摩擦焊接工艺。
1)振动摩擦焊接工艺
振动熔接是指在上/下热塑性塑料件之间施加压力的状态下 ,通过上治具的左右振动所产生的摩擦热充分溶化树脂后, 停止振动继续加压、固化、使上下塑料件分子之间重新结 合的熔接方法。
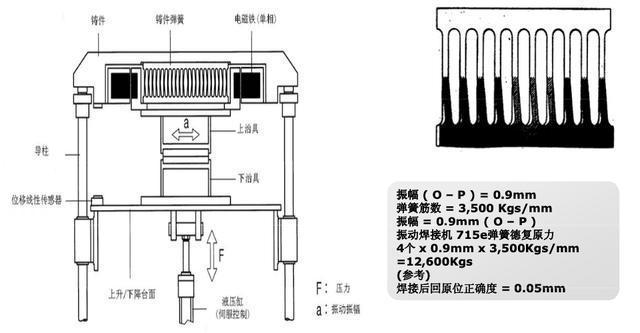
振动熔接线设计时注意事项
熔接筋的大小,与气密性能及爆破压力有紧密关系
振动方向治具固定槽或设置凸缘(RIB)
焊接筋至少有1/2以上要直接受到压力
振动垂直确保1.5mm以上的左右移动空间
焊接RIB 宽度 :- 振动垂直方向 : (1.5mm * 2) + α(≒2mm 以上)振动平行方向 : 1mm + α (≒2mm 以上) - 大型振动焊(120Hz) : 240Hz的约2倍 确保填充空间 防止振动方向的晃动,设置直角凸缘RIB(筋)
要考虑注塑件的变型
振动方向保持10 以内的平坦度
为达到最好的焊接牢度,焊接筋的宽度要求是产品壁厚的1~2倍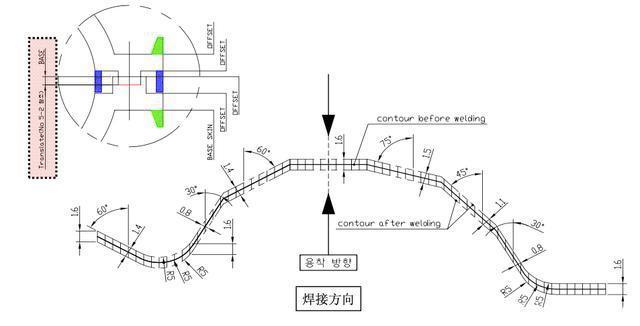
2)热板焊接工艺
热板式焊接机是指通过上/下治具固定塑件,用加热到熔点以上的热模加热,使塑件的分子达到熔融状态,短时间内两塑件在一定压力下压合,相互间通过分子运动成为一体,并经一定时间冷却后,两塑件就会熔合为一体的焊接设备。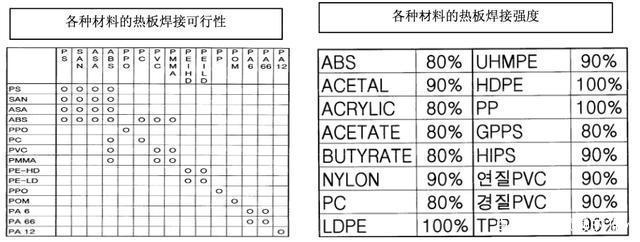

1. 热板焊接面设计时,按照加压方向直角设计
2. A部位尺寸0.7mm 以上设计 (考虑产品变形)
3. B部位尺寸1.5mm 以上设计 (热板进入空间)
4. 因产品结构的原因,A部位尺寸设计为最小0.5mm, B部位尺寸设计为最小1.0mm3)超声波超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40 KHz 电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。
超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。
超声波焊接筋

一般情况下会有4种角度, 分别为120,90,60,45度




若有收获,就点个赞吧
0 人点赞
