01 金属的焊接
焊接:是通过加热或加压,或两者同时并用,并且用或不用填充材料,使两个分离的物体产生原子间结合力而连接成一体的技术。
焊接的分类有很多种,如下图:
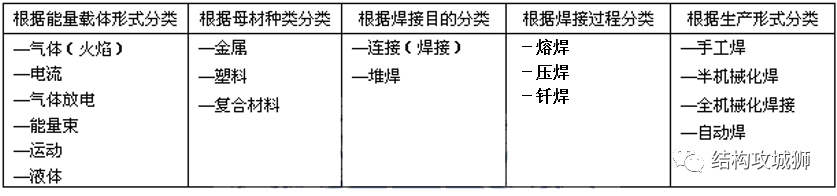
传统意义上的焊接通常是指金属的焊接。金属焊接方法有40种以上,如果根据焊接过程进行分类,主要分为熔焊、压焊和钎焊三大类。
1、熔焊,是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
2、压焊,是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
3、钎焊,是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。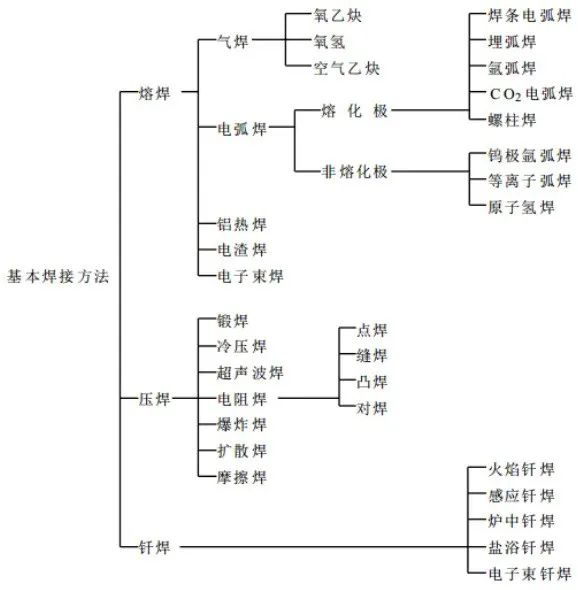
图:焊接的分类
02 塑胶的焊接
实际上,不止金属可以焊接,塑胶也可以焊接,塑胶焊接的关键步骤就是首先需要把塑胶材料软化,根据软化的方式的不同,塑料焊接方法可分为通过外加热源软化、机械运动软化、电磁作用软化三种。
1、外加热源
采用外加热源方式软化的焊接技术:热板焊接、热风焊接、热棒和脉冲焊接;
**
2、机械运动
**
3、电磁作用
采用电磁效应作用软化的焊接技术:高频焊接、红外线焊接、激光焊接;
以上三种软化方式虽然具体的形式不一样,但是本质是一样的,就是通过加速塑胶内部分子的无规则运动,从而产生热量而使得塑胶得到软化。
以上塑胶焊接的方法中,应用最多的是超声波焊接,这是因为其有非常高的焊接效率,超声波焊接的整个过程在短短几秒完成,与其他焊接方式相比,无需事先加热工具,也无需长时间等待接头固化或干燥。
03 超声波焊接的原理
超声波:是指频率超过人耳听觉范围上限(20000Hz)的声波。由于其频率高,因而具有许多特点:首先是功率大,其能量比一般声波大得多,因而可以用来切削、焊接、钻孔等。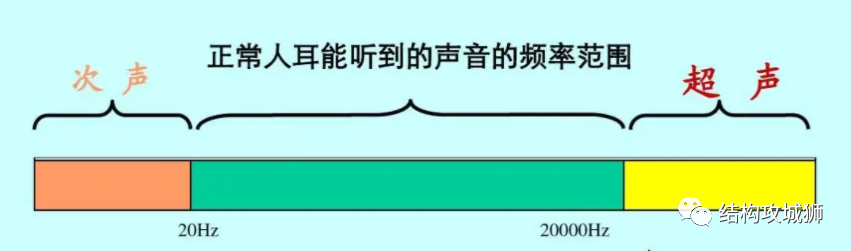
图:超声波的频率范围
超声波焊接所用的设备是超声波焊接机,其结构组成如下图: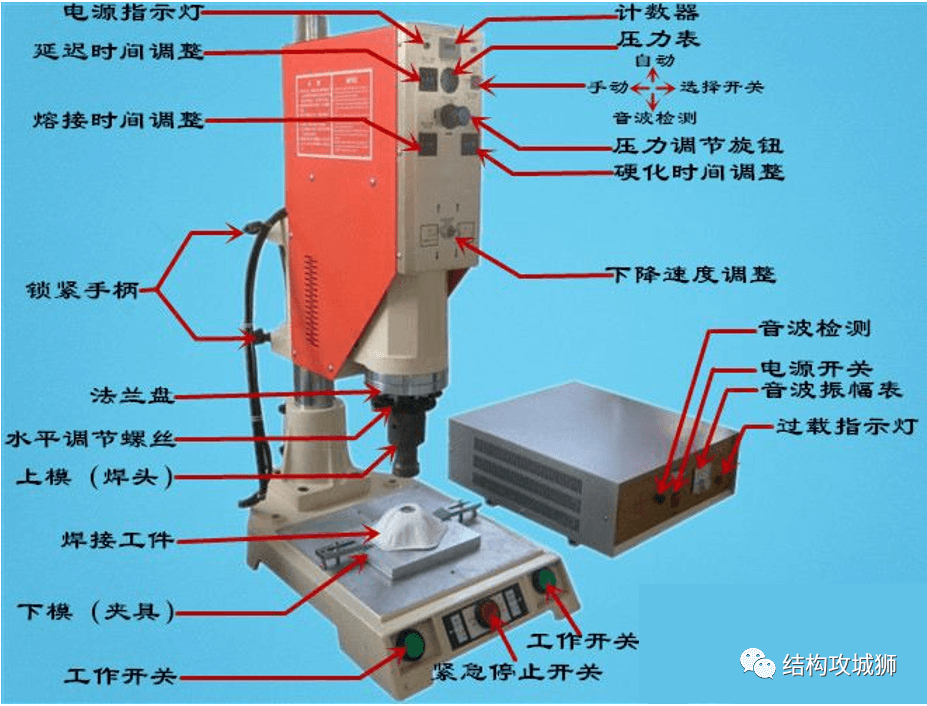
图:超声波焊接机的组成
塑胶超声波焊接的过程:
首先,超声波发生器将50 Hz或60 Hz电能转换成 20~40 kHz的电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械振动,由于此时的机械振动不会产生足够的振动能量来使得塑胶件的焊接部位产生热量融化,随后机械振动再通过一套可以改变振幅的变幅器,机械振动的振幅被放大并传递到焊头。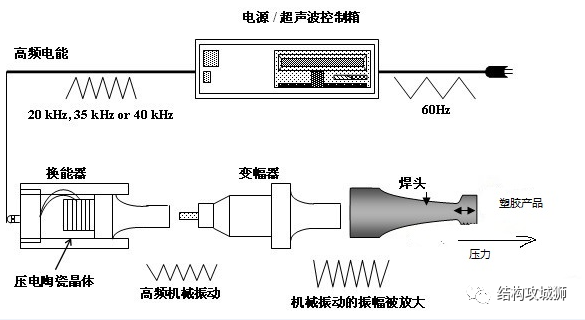
图:超声波焊接机的结构简图
然后,焊头将接收到的高频振动传递到待焊接塑胶件的界面,在该区域即两个焊接的交界面处由于振动引起摩擦,因此会产生局部高温,由于塑料导热性差,一时还不能及时散发,聚集在焊区,当温度达到此塑胶件本身的熔点时,两个塑料的接触面迅速熔化,加上一定压力后,熔化的塑胶填充于接口间的空隙,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,形成牢固的结合。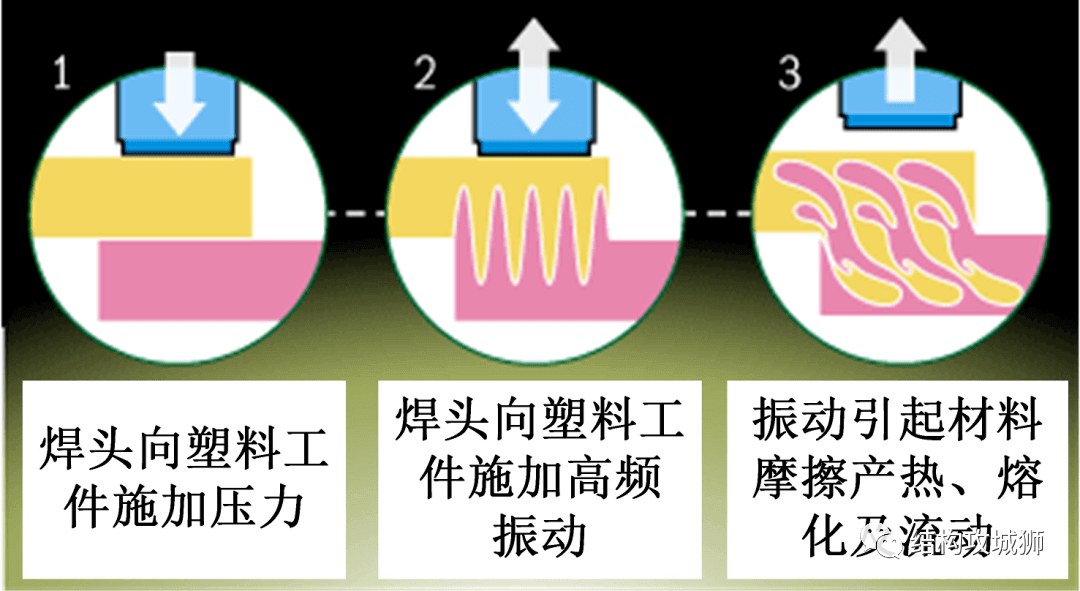
图:塑胶焊接结合的过程
超声波焊接的优缺点:
在实际应用中使用超声波焊接工艺有几个吸引人的好处;但是,在使用超声波焊接工艺之前必须了解这项技术的优缺点。
1、优点:
1)焊接速度快,效率高。绝大部分超声波焊接可以在几秒之内完成;
2)成本低。由于效率高,人工成本低,同时省去了大量夹具、粘合剂或者机械紧固件等的使用,因此超声波焊接是一种非常经济的塑胶件装配方式;
3)强度高。超声波焊接几乎可以达到塑胶件本体强度的80%以上,在一些应用上甚至可以与注塑成型相媲美;
4)不改变塑料状态,超声波塑料焊接是一种固态工艺,可以通过精确控制,振动产生的高温只会熔化塑胶而不会过度加热导致降解,停止工作后会迅速冷却固化,有助于保持塑料在连接前表现出的原始材料特性。
5)合理的塑胶件结构设计可以使得超声波焊接达到一定程度的水密或气密效果;
6)表面质量好,焊点美观,可以实现无缝焊接;
7)工序简洁,操作简单,可以实现自动化焊接;
8)品质稳定,产品质量稳定可靠,焊接故障率低,适宜大批量生产;
9)超声波焊接过程清洁,无需其他粘合剂,能源和材料效率高。
2、缺点:
1)超声波焊接机的初始投资相对昂贵;
2)超声波塑料焊机需要定制焊头以及工装,适应性差;
3)零件大小和形状的限制,中小型的塑胶件适合超声波焊接,常用的超声波焊接机有尺寸限制(通常长度<250mm),形状太过于复杂(主要指焊接区高度方向),焊接质量难以保证;
4)超声波焊接是不可拆卸性连接,无法像螺丝卡扣等连接方式一样进行反复拆卸。一旦两个零件过超声波焊接装配成一体,之后如果发现产品存在质量问题,那么也无法进行返工。
5)超声波焊接会产生振动,振动会对塑胶某些应力集中部位产生不利影响(开裂),同时振动也可能会对内部装配的电子元器件产生一定程度的伤害。
6)超声波焊接对塑胶材料有一定的局限性,
超声波焊接并不能够焊接所有的塑料,这是超声波焊接最大的局限性。有的塑料焊接性能好,有的塑料焊接性能差,而且超声波焊接一般仅适合于—种或者相似塑料之间的焊接。
那些材料适合超声波焊接?
- 热塑性材料:热塑性分子呈线性或支链结构,经加热、软化、熔化后可制成一定形状的塑料件,冷却后可保持成型,使塑料具有可焊接性。
- 弹性体:由宽网状分子链组成,一旦热量减少,它们就会恢复到原来的状态,同时弹性体为软性材料,容易吸收振动,因此很难通过超声波焊接。
- 热固性树脂:热固性塑料在加热过程中会发生交联反应,分子主链与化学键结合,最终成为一种不熔化的物质,这意味着无法焊接。
热塑性塑料是超声波焊接的理想材料,因为这种材料在高温下不会形成不可恢复的分子联结键,可以在重新加热后重塑,热塑性塑料还包括两种类型:非结晶塑料和半结晶塑料,非结晶聚合物的分子排列是随机的,没有确定的熔点,非结晶聚合物具有高效的能量传递,因此只需少量能量即可熔化,半结晶聚合物的分子排列非常有序,具有重复的结构特性,有一个非常确定的熔点,半结晶聚合物熔化需要高温,吸收大量热量,比半结晶聚合物焊接困难。
衡量不同热塑性材料的可焊性需要考虑 Tg、化学相容性和熔体流动指数 (MFI)。
a)通常,两种不同塑料的 Tg 应在 6℃ 以内,它们在超声波振动下受热熔化的时间差不大,可焊性高。
b)化学相容性是一个复杂的话题,归结为聚合物中自由基的比例。当两种材料中的这些值相似时,就存在兼容性。简单可以理解为不同塑料混合加工时候的性能,相容性好的,不同塑料就会熔在一起,同时会产生分析键,反之就会分离。例如,虽然聚乙烯和聚丙烯看起来非常相似,但它们在化学上不相容,不能焊接在一起,ABS 到 ABS 零件会兼容,ABS 和亚克力零件通常是兼容的,等等。

c)熔体流动指数 是衡量塑料在转变为液态时流动的难易程度,为获得最佳效果,待焊接的塑料应具有相似的 MFI。
综合以上3个因素考虑,各塑胶材料之间的超声波可焊接性如下图:
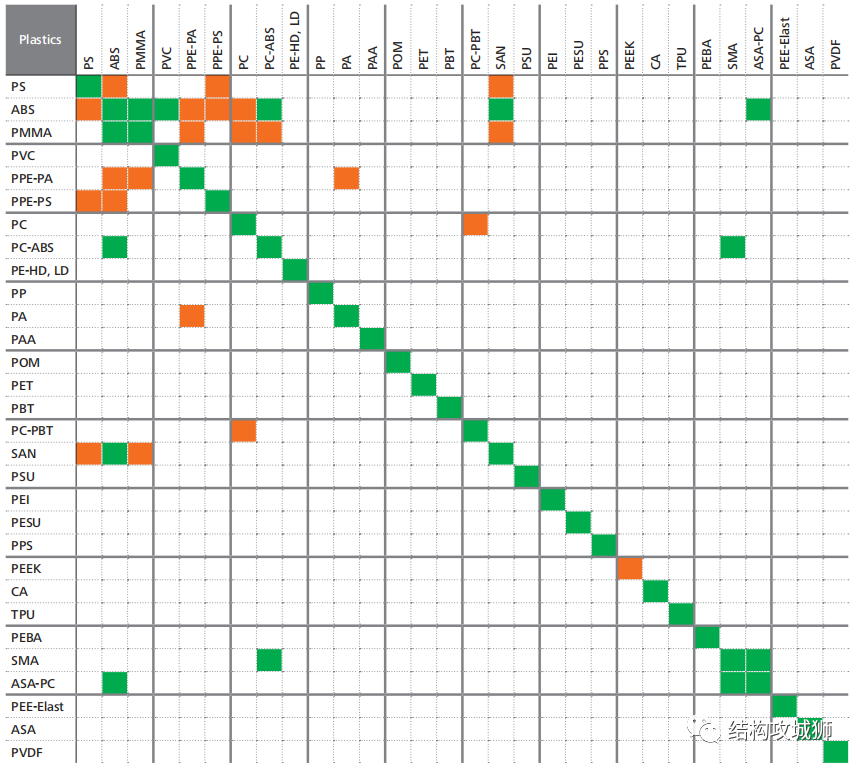
注意:绿色表示可焊性好;橙色表示可焊性一般;白色表示难焊或不可焊
以上未完待续。。。
推荐阅读
塑胶件的结构设计:倒角篇
END
特别声明:本文内容为本公众号整理、编辑、原创,部分图片内容来自于网络,只用于学习交流,如涉及版权问题,请联系删除,以上内容如有错误,欢迎留言指正,谢谢!

若有收获,就点个赞吧
0 人点赞
