| 目录 一、各零件材质应用说明——————————————————————————————————————————————————2 二、热处理材料余量说明——————————————————————————————————————————————————-2 三、异型镶件备料方式————————————————————————————————————————————————————2 四、斜销顶块备料———————————————————————————————————————————————————————3 五、斜滑块备料方式——————————————————————————————————————————————————————4 六、圆料备料方式———————————————————————————————————————————————- ———————-4 |
|---|
| 一 各零件材质应用说明 1 模具图面各零件图示 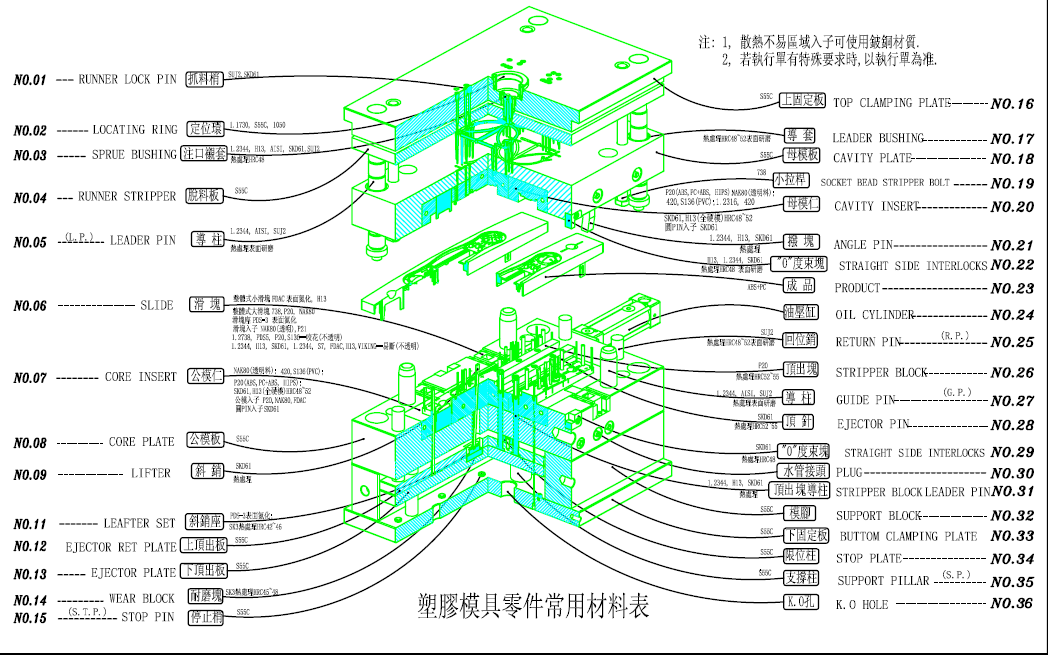 2 外围零件材质说明(母模侧) 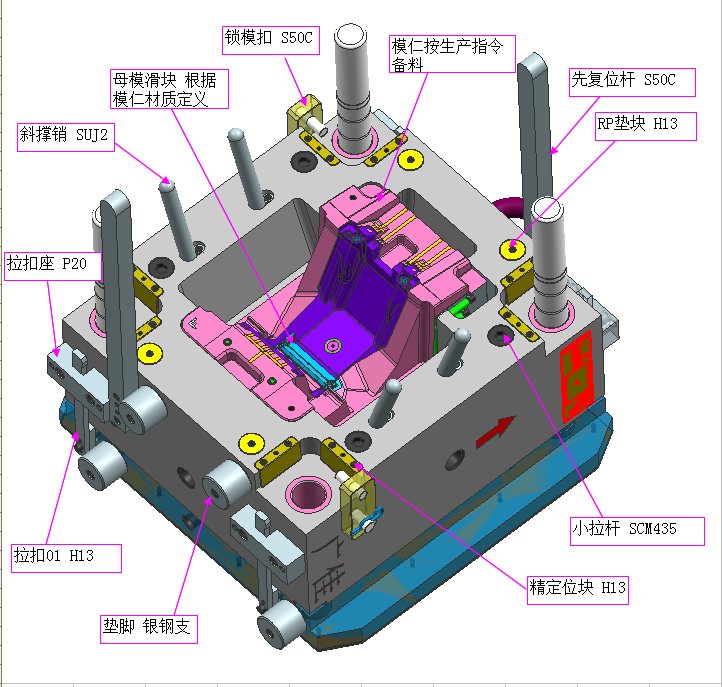 3 外围零件材质说明(公模侧) 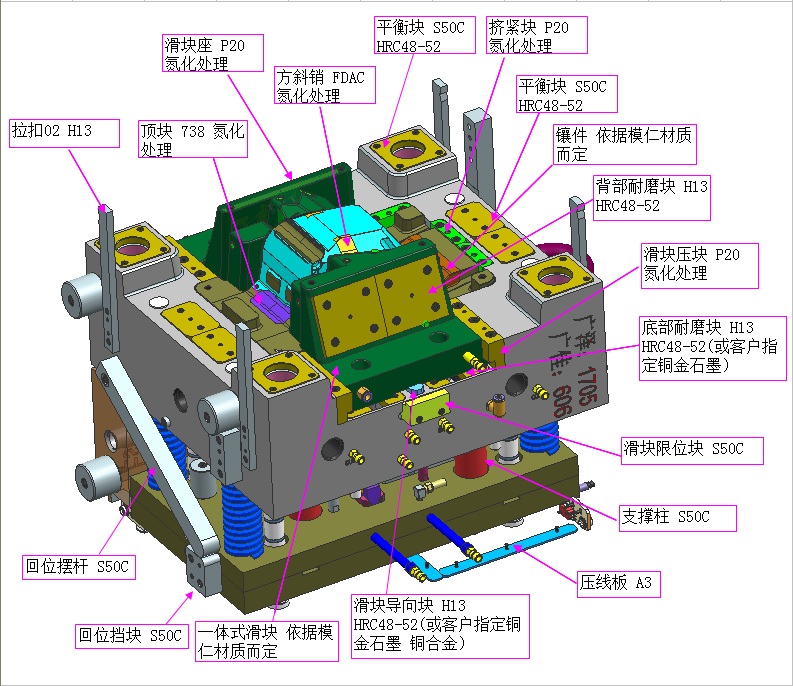 二 热处理材料备料说明 1 : 常用模仁热处理材质1.2343 S136 (48-52度) SKD-61 (58-60度) 案例说明 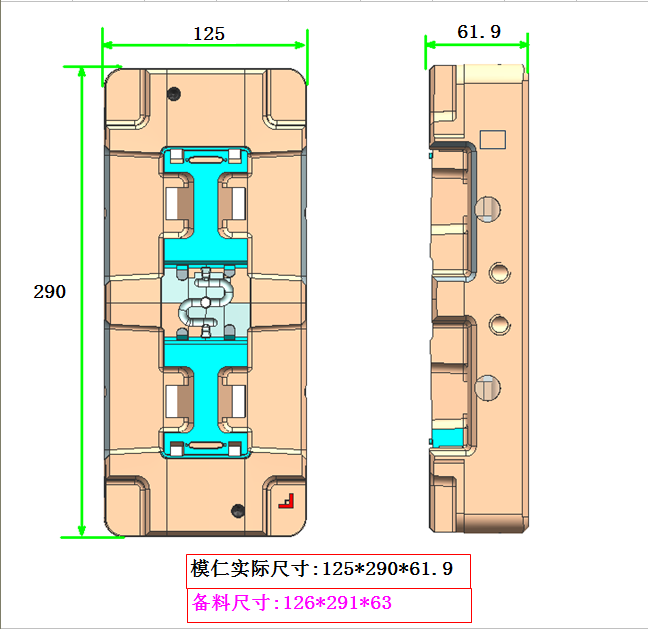 加工工艺:品保检测→铣床加工(螺丝孔,水路,穿线孔)→NC粗加工-送热处理→磨床精修→线割加工(镶件孔,斜销孔,顶针孔)→NC加工成型位,PL→放电加工(清角,肋条位) |
| 2 : 平衡块 耐磨块 精定位块 滑块导向块(常用零件热处理材质S50C SKD-61 H13 ) 案例说明 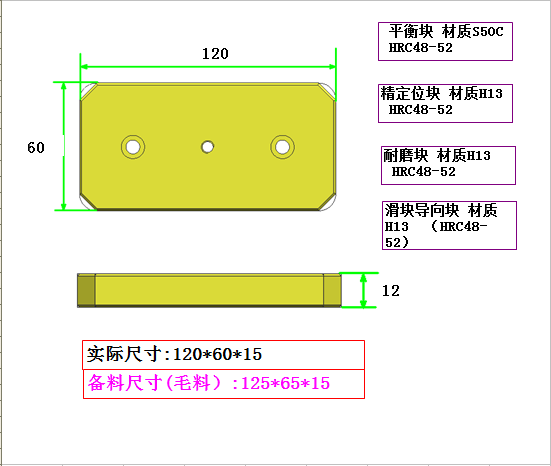 热处理材质余量:长宽不加 厚度加0.5(精料) 按毛料备料(加工工艺):铣床开粗(加工六面体,螺丝孔)→送热处理→回厂后磨床精修 三 异型镶件备料说明 当镶件为异型,工件需要增加余留量(备料为精料),工件加工完成后再线割完成。 案例说明(01) 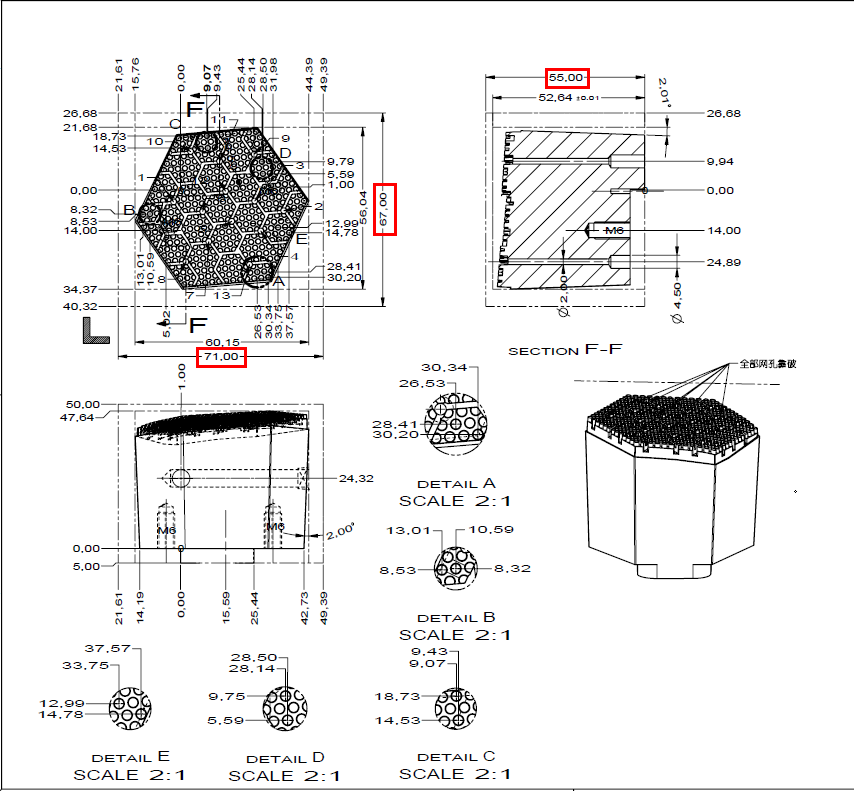 (加工工艺):磨床修正六面体→铣床加工(螺丝孔,水路,顶针)→NC加工底面定位→NC加工成型位→放电加工→品保检测OK后→线割加工 三边斜面以上也按此方式备料 案例说明(02) 单件异型镶件 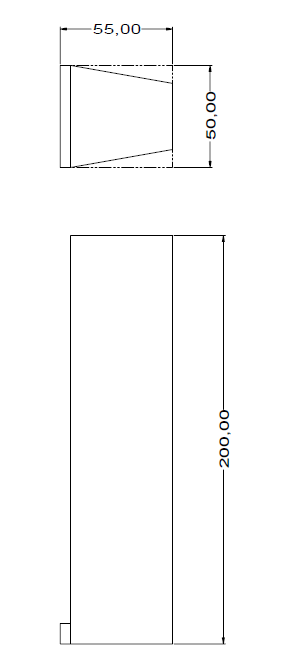 说明:30以内做拼料是为了装夹 小于30(规则)不规则镶件拼料线割单边加3-5MM, 大于30 (规则)不规则镶件备精料。 案例说明(03) 小镶件拼料备料方式(线割加工方式) 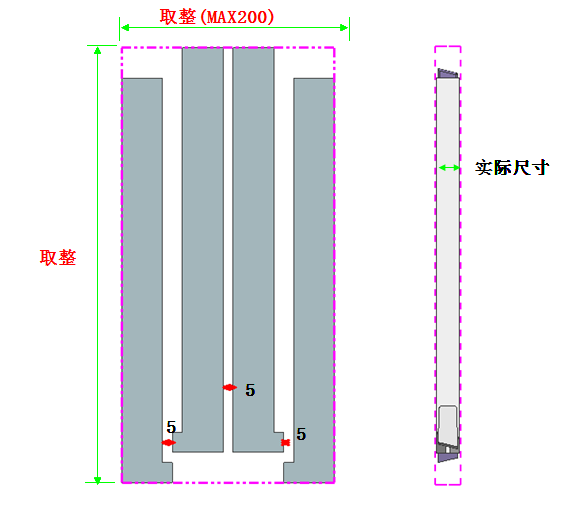 说明:1 镶件相同厚度排在同一块料 2 所有镶件四周备精料,镶件之间都预留5MM,线割自行选择装夹. 3 小于200以内厚度精料 4 大于200以上厚度单边留0.25 案例说明(04) 规则镶件备料方式 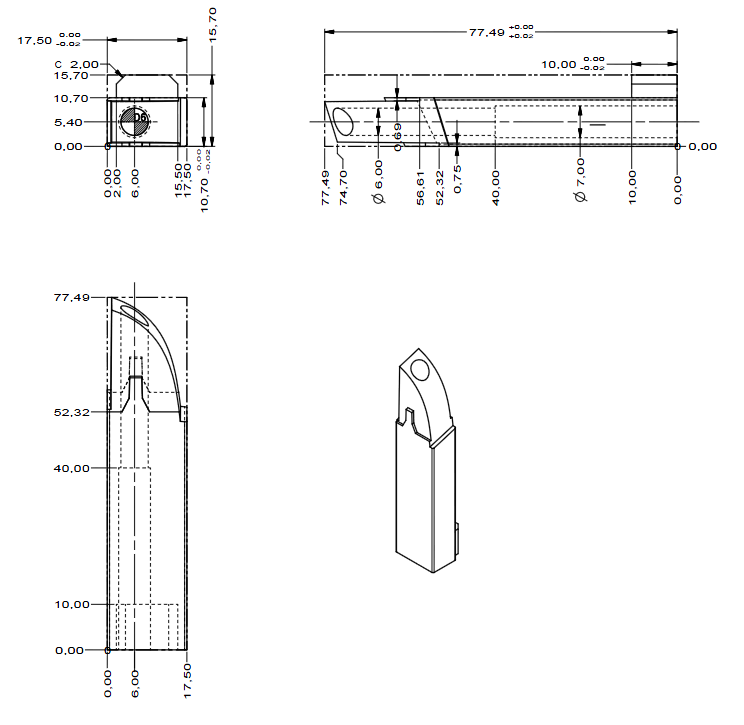 备料说明:材质(738 1.2738 P20 )备精料 (预留长 宽不预留*高取整) 小于30(规则)不规则镶件拼料线割单边加3-5MM, 大于30 (规则)不规则镶件备精料。 热处理材质(1.2343 738H S136H )备精料 (预留长+1宽+1高+1取整) 非热处理材质加工工艺:铣床开粗(加工顶针穿线孔,顶针逃孔,螺丝孔)→线割顶针孔→磨床精修外型→NC加工成型位→放电→检测 热处理材质加工工艺:铣床开粗(加工穿线孔,顶针逃孔,螺丝孔)→NC粗加工→热处理→磨床精修外型→线割顶针孔→NC加工成型位→放电→检测 四 斜销备料说明 斜销头和相关零件备料方式 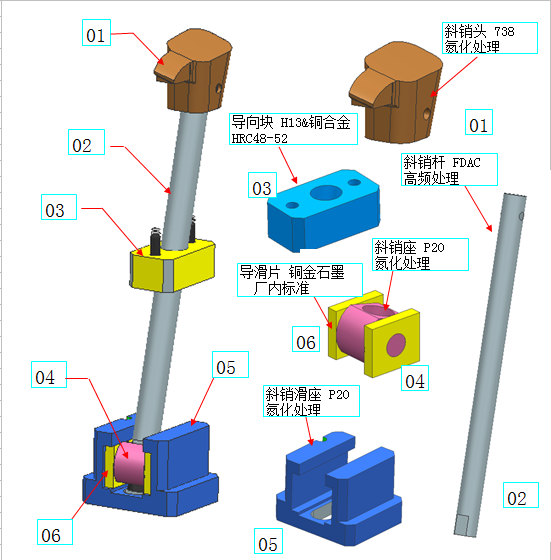 (01) 斜顶头和顶块备料方式 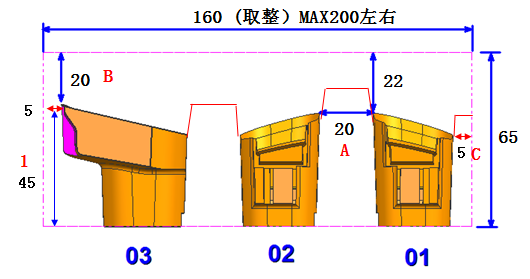 斜销基准要求 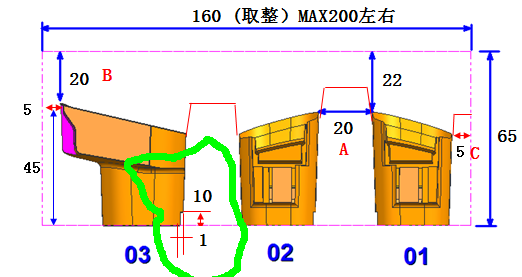 工艺流程:品保检测→NC成型位加工→品质测量→放电成型位→铣床加工顶杆孔-铣床切开→NC做外型→装入模仁一起加工表面成型位 (02) 斜顶杆和直顶杆备料方式 斜顶杆后端备料时增加5MM左右预留量,配模时以实际模板厚度为准 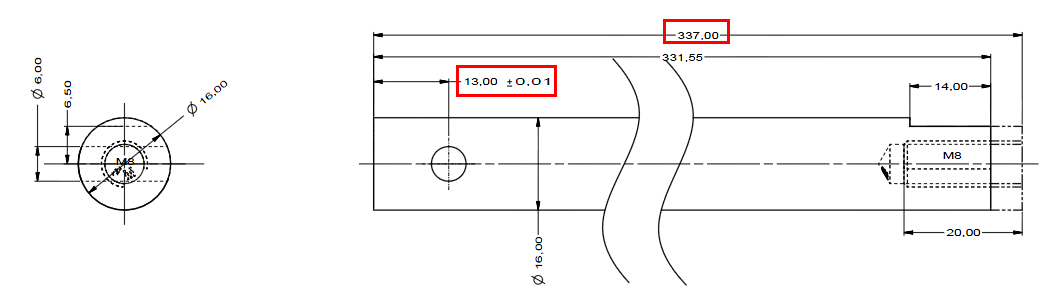 (03)导滑片备料方式 需要备注加石墨的面,转轴孔必须在中心。 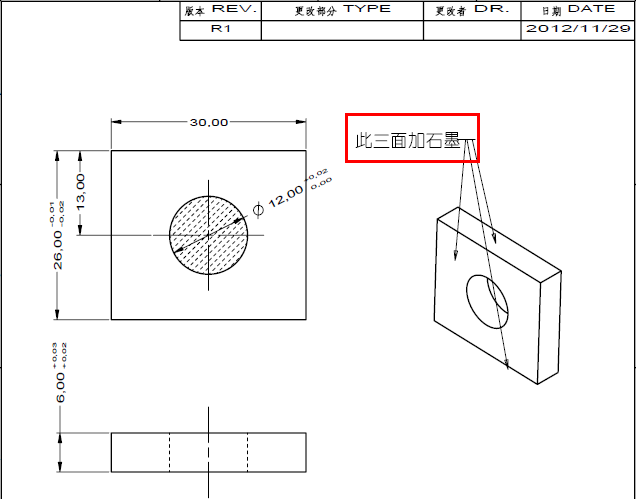 (04)斜销座备料方式 以下为自制斜销座规范 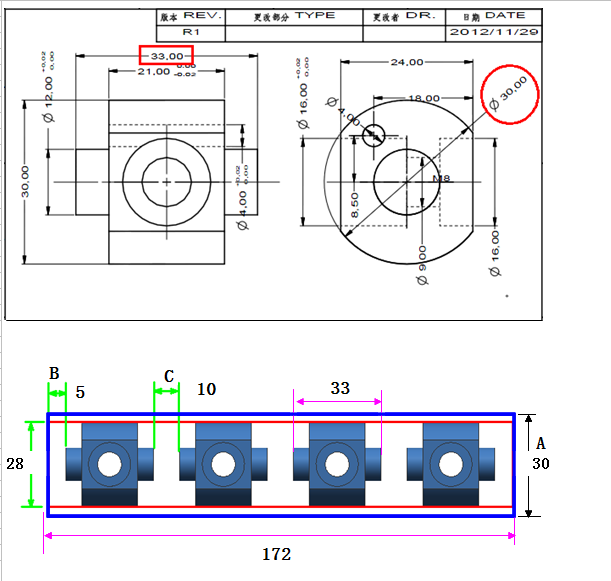 |
| (05)方斜销备料方式 01 方斜销和相关零件备料说明(防万向斜座式) 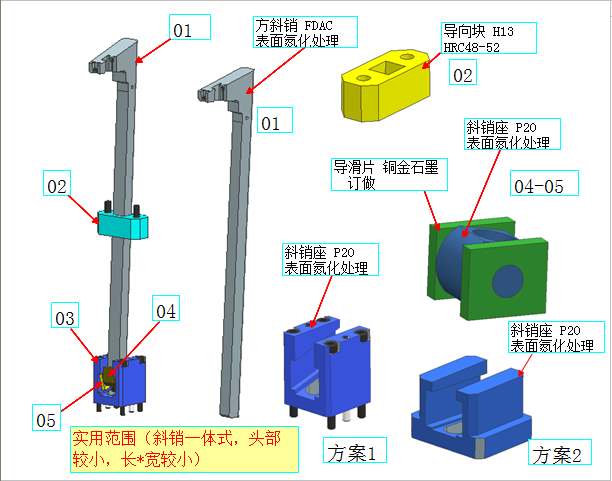 02 方斜销和相关零件备料说明(T型斜座式) 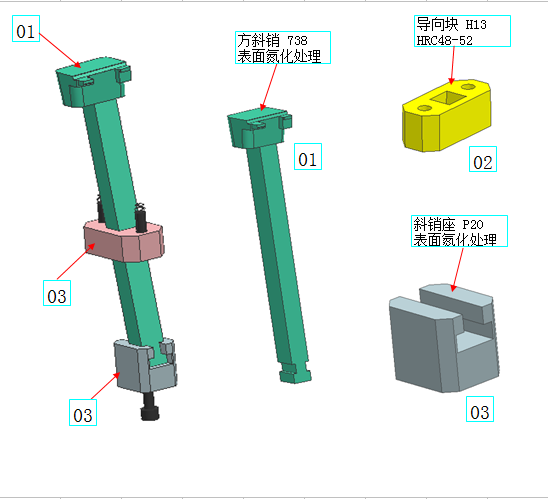 说明:接触成型位面积大,斜销长*宽较大,与模仁材料相协调。 03 方斜销备料说明(线割拼料) 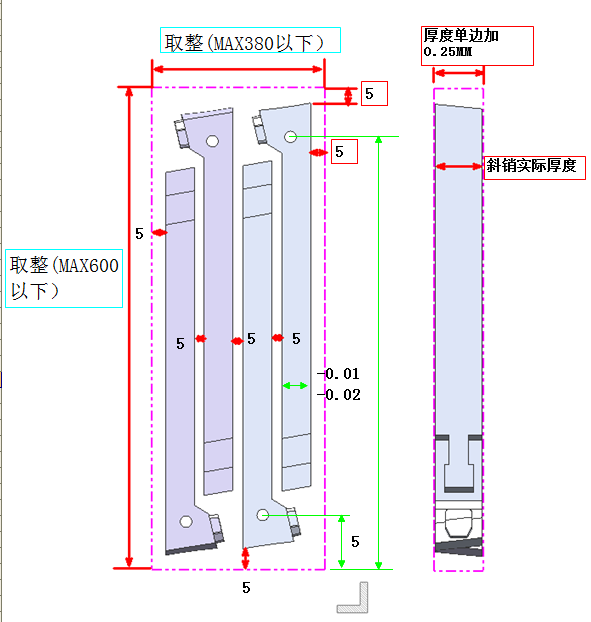 说明:1 斜销相同厚度排在同一块料 2 所有斜销四周和斜销之间都预留5MM,400以上四周和斜销之间加6MM预量,线割自行选择装夹. 3 斜销拼料,最长为600以下 四周留预量5 4 厚度单边预留0.25MM 五 斜滑块备料说明 滑块各材质说明 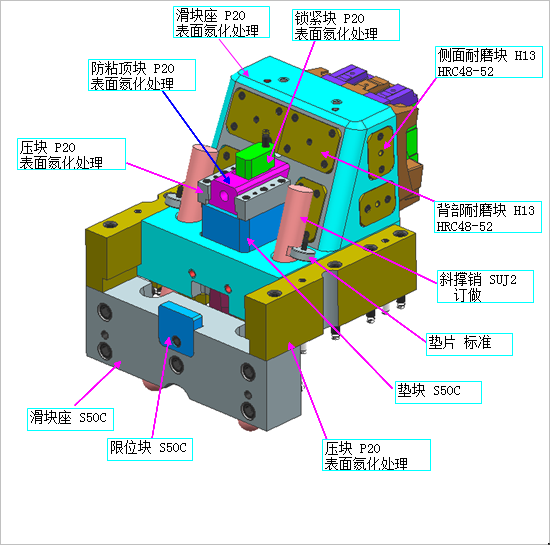 滑块内部结构 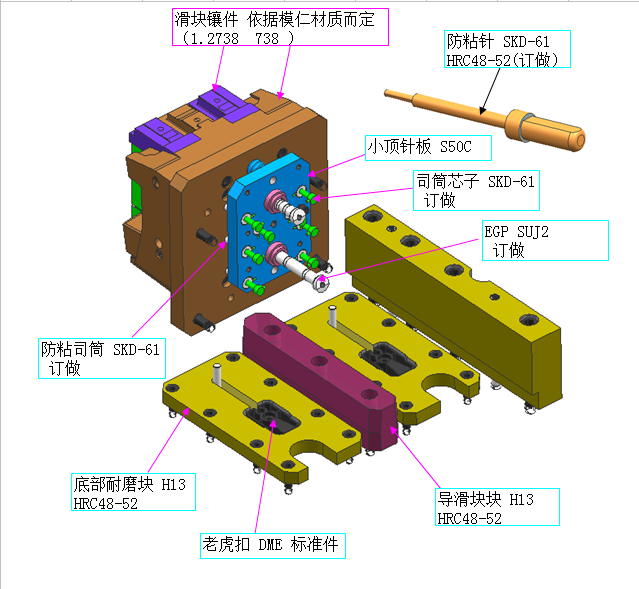 |
| 斜滑块备料说明 (1) 滑块底部斜度向下或向上备料和基准设定标准 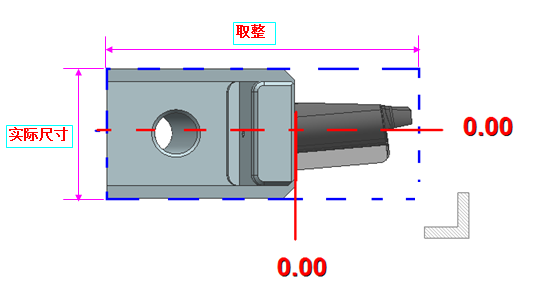 侧视图  工艺流程:品保来料检测→磨床精修→铣床加工(螺丝孔,水路)→线割(司筒孔,背部耐磨块槽,滑块背面)→NC(成型位,挂台) →NC或线割加工底部斜面→磨床精修→放电 (2) 大滑块整体角度向上或向下 备料和基准设定标准 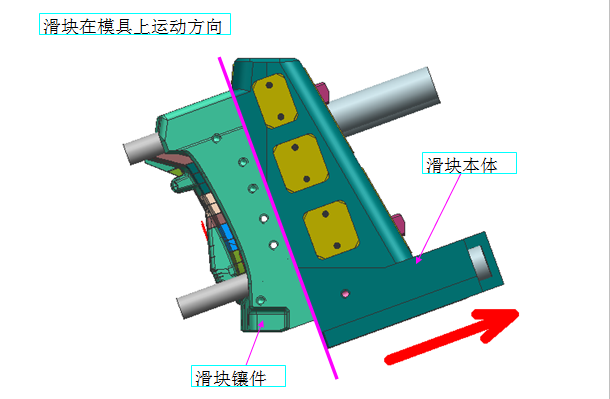 滑块座备料说明 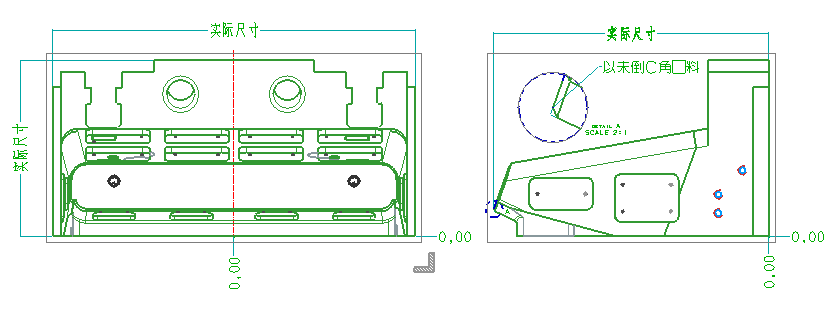 加工工艺:进料检测→磨床精修→铣床加工(水路,螺丝,斜撑销孔顶针孔)→NC加工外型(定位槽位,耐磨块位)→品保检测 滑块镶件备料说明 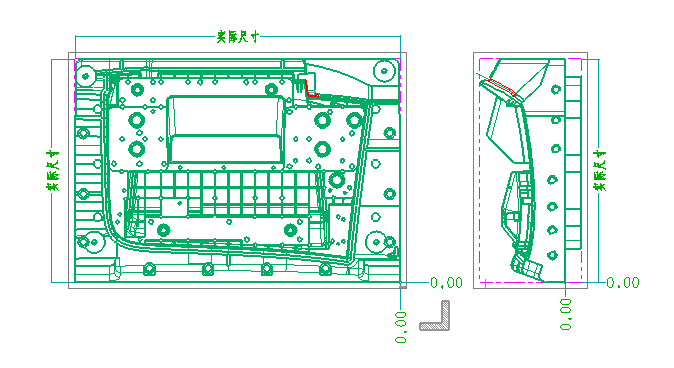 加工工艺:进料检测→磨床精修→铣床加工(水路,螺丝,)→线割(司筒孔位,顶针孔位,镶件孔位)→NC加工外型(镶件槽位,成型位,PL面,T型槽位)→放电加工→品保检测 六 圆料备料说明 (01)支撑柱备料说明 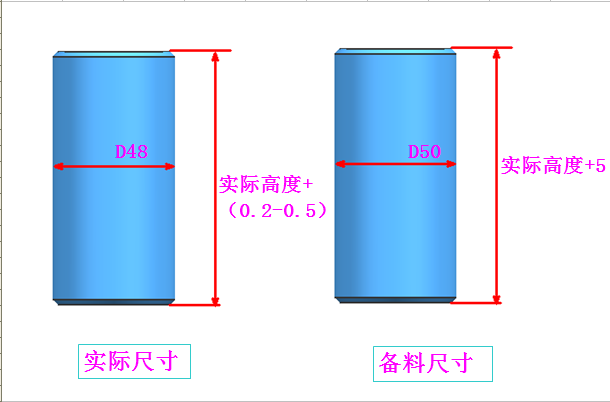 (02)KO顶杆 限位柱 垫脚 RP档块 备料说明 KO顶杆备料说明 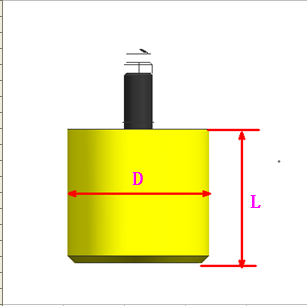 垫脚备料说明 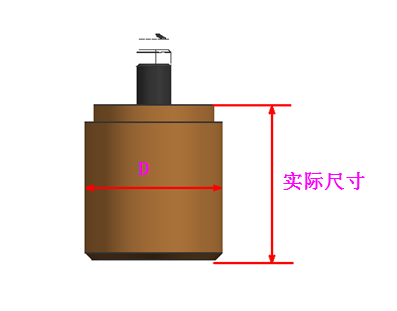 限位柱 备料说明 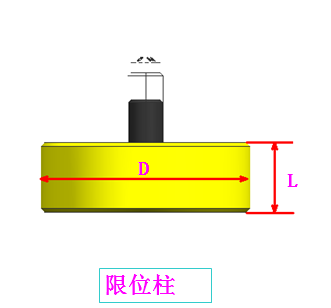 RP垫块 备料说明 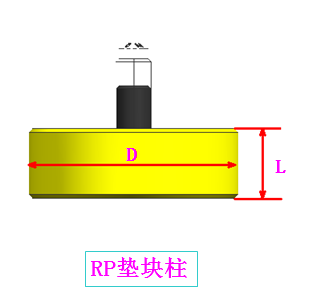 案例说明(05) 不规则镶件(两边斜度,或三边斜度)备料方式 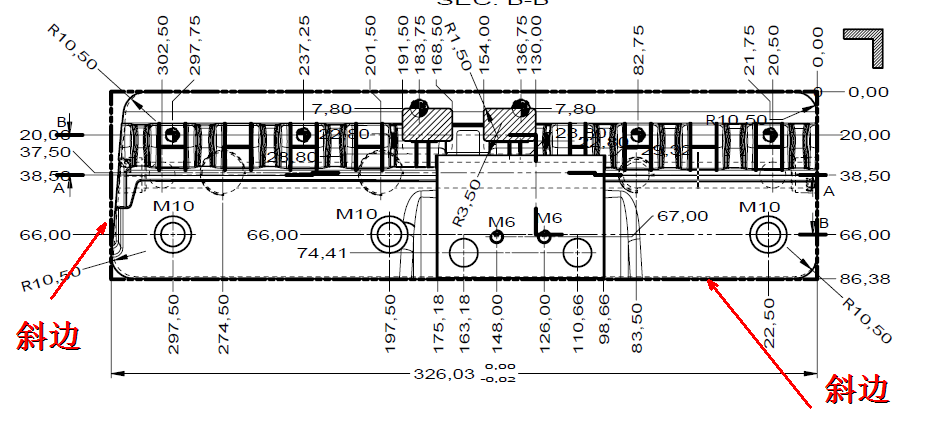 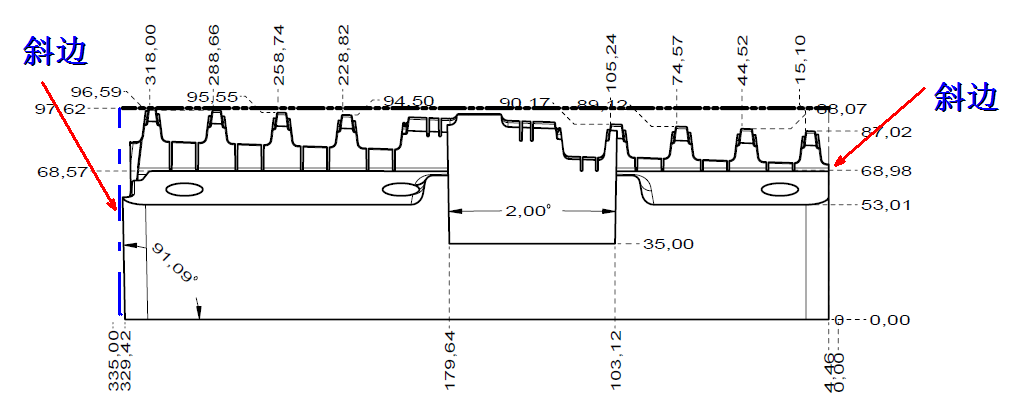 备料说明:材质(738 1.2738 P20 )备精料 (斜面不留预留 *高取整) 非热处理材质加工工艺: 铣床(加工顶针穿线孔,顶针逃孔,螺丝孔,水路孔)→线割(顶针孔,司筒孔,斜边)→磨床精修外型→NC加工成型位→放电→检测 案例说明(06) 斜销(背面斜度)备料方式 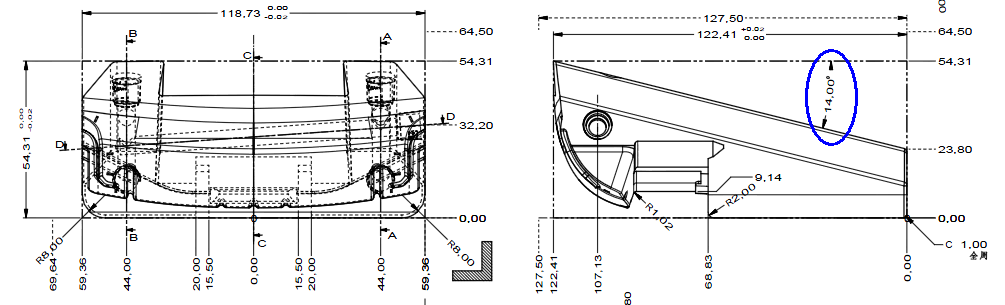 备料说明:材质(738 1.2738 P20 )备精料 (斜面不留预留 *高取整) 非热处理材质加工工艺: 铣床(加工顶针穿线孔,顶针逃孔,螺丝孔,水路孔)→线割(斜边)→NC加工成型位→放电→检测 文件修改履历 本文件制订、修订记录。 |

若有收获,就点个赞吧
0 人点赞
