01 美工线的含义
常见于塑料产品上具有结构作用、工艺作用或装饰作用的一条窄浅的槽缝,因而叫“美工缝”或者“美工槽”,因从远处看起来像一条线而称美工线、遮丑线或装饰线,叫法较多且不一,以下统称美工线。
02 为什么需要设计美工线?美工线起什么作用?
1、结构作用:
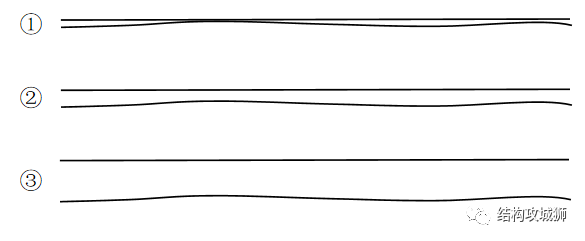
1)均匀缝隙:当产品上下壳装配时,避免由于注塑过程中产生壳体边缘轮廓度偏大或变形而造成外观缝隙不均匀的缺陷。美工线在这里提供一条缝隙,从视觉上减轻不均匀性,美工线缝隙宽度越大,这种不均匀的视觉感就越不明显。
2)减轻刮手感:当产品上下壳装配时,减小由于注塑过程中壳体变形造成的装配段差过大而导致外观刮手的程度。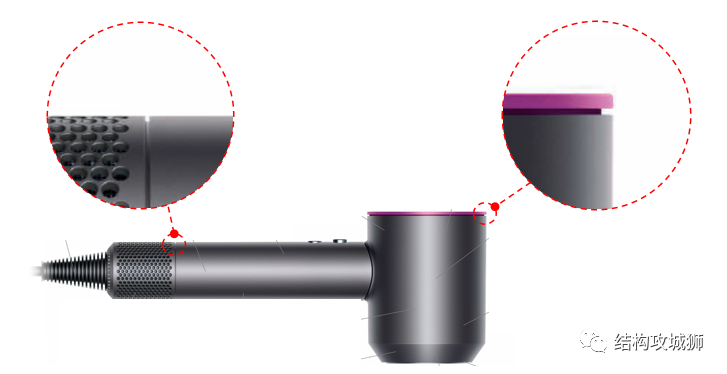
特别是当分型面为曲面时,外形的尺寸精度更难控制,外观允许的情况下,增设美工线可降低对模具精度的要求。


为什么美工线可以减轻刮手感?
这是因为,美工线提供的缝隙使得手指与外壳尖角之间接触的夹角α增大,外壳尖角对手指的水平分力随着α的增大而减小,假设手指与尖角处的接触面积不变,那么手指受到的压强变小,所以刮手感会减轻。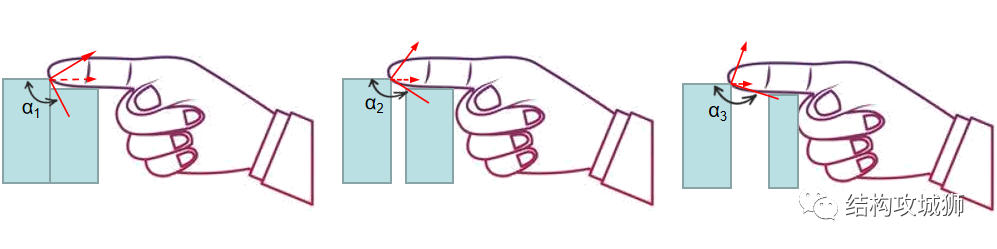
另外,在设计上经常接触到的“锐角倒钝”(倒圆角或倒斜角)这几个词,实际上就是增大手指与接触体的接触面积,从而使得手指受到的压强变小,同样也能减轻刮手感,如下图就采用倒圆角设计。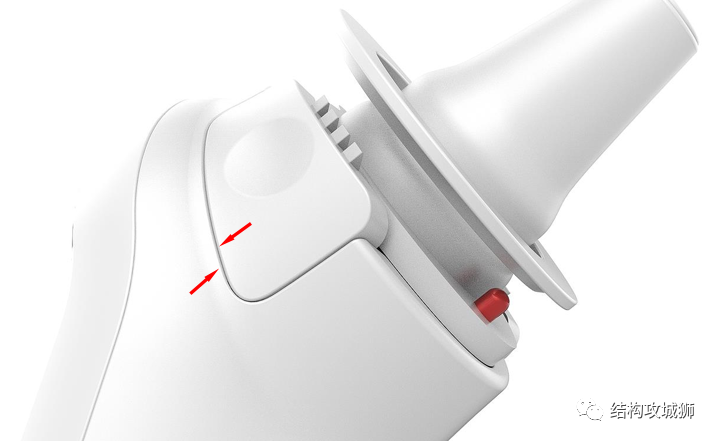
2、工艺作用:
1) 防止飞油:当同一外观面需要喷涂不同颜色时,设计美工线把两个相连的面隔开,便于做治具喷上不同颜色的油漆,防止不同颜色的油漆飞到另一面上,同时可以把可能产生的积油存在美工槽内,这样从外观上看是一条平直的线。
如果没有设计美工线,由于治具在颜色分界面处很难做到贴合得天衣无缝(治具需要很高的精度),油漆就会有少许飞溅或渗透到另一面导致两种颜色的分界线看起来不是直的、清晰的,而是呈现类似锯齿的分界线,也有可能在分界处积油。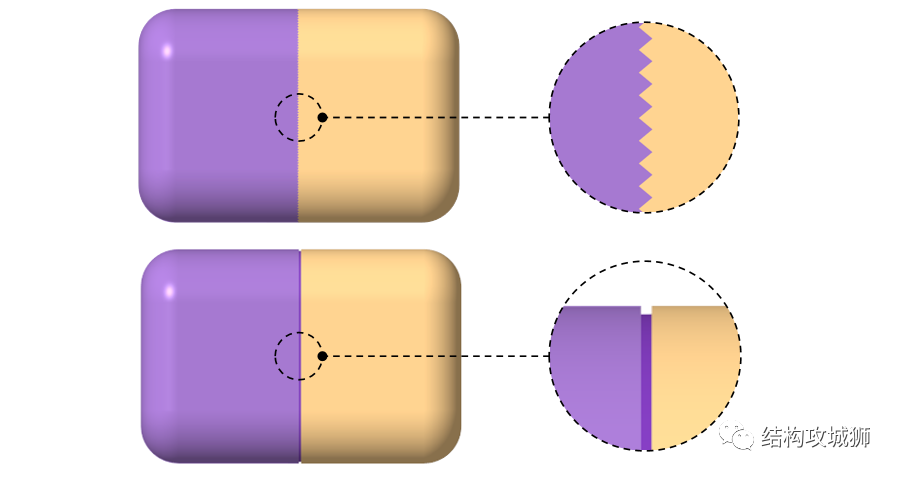
2)遮丑:
- 当产品外观在模具上出行位时,可以在行为线的位置设计美工线,将不美观的行位线隐藏到美工线中。

- 当产品外观在模具上出镶件时,可以在镶件线的位置设计美工线,将不美观的镶件线隐藏到美工线中。(常见于一些ODM厂商的面框LOGO处,不同的牌子只更换此处镶件,或者是两个塑胶件除了镶件处,其他结构一模一样,这种做法可以避免重开模具)

3、装饰作用:
1)在一些大的平面上为了不显得呆板而设计美工线,增加产品的层次感,强化视觉效果,是基于美学上的一种设计。
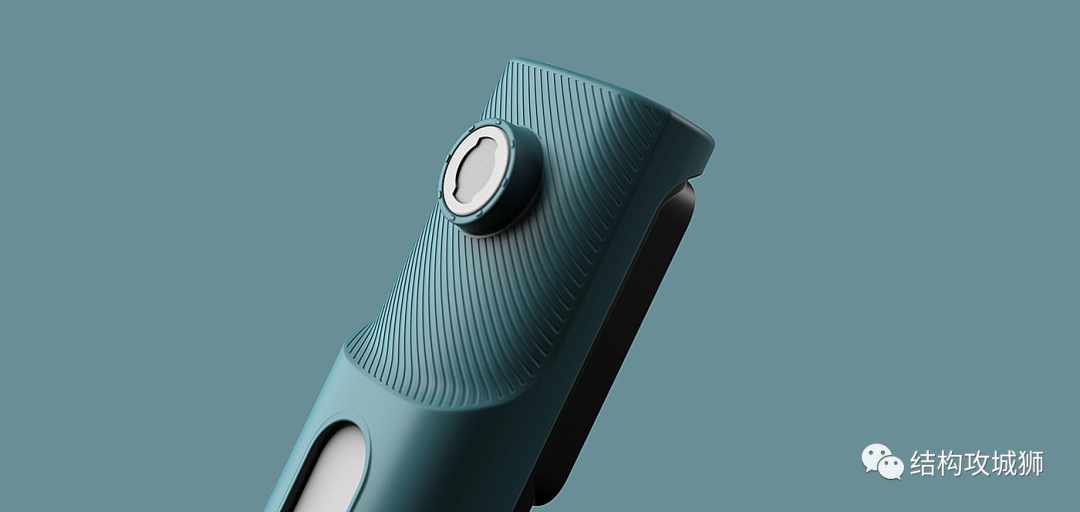
2)装饰美工线用于功能性要求也较广泛 ,如手持类产品设计美工线用于防滑,电池盖类产品设计凸起的美工线用于推盖等。

03 美工线的分类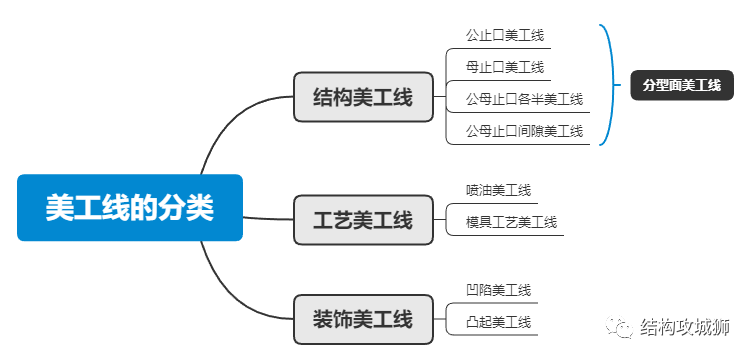
美工线的类型按作用可分为以下几种。
1、结构美工线
由于此类美工线设计于互相配合的两个零件的分型面处,因而也叫分型面美工线,此处也是止口的位置,所以也叫止口美工线。分型面美工线理论上是不需要的,但是实际上由于模具加工精度不够、胶壳存在变形和装配产生错位而形成难以避免的段差,此时不得不设计美工线以补救外观上形成的缺陷。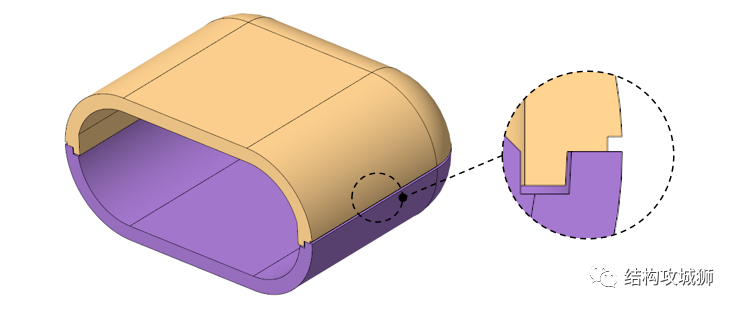
主要有以下几种产品需要在分型面上设计美工线:
1)产品外形尺寸较大,无论在产品结构上还是模具上都难以控制外形尺寸公差在合理范围,为了减小上下壳断差明显,应设计分型面美工线;
2)产品结构强度不够,容易变形,导致装配时难以控制分型面的段差,为防止刮手严重,应设计分型面美工线;
3)模具厂加工水平不高,模具制作不够精密,外观允许的情况下设计分型面美工线,可以防止因模具加工问题带来的段差、缝隙不均匀等缺陷。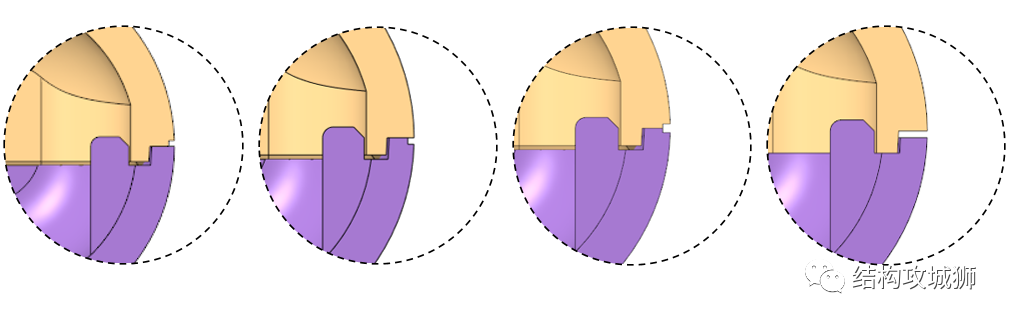
a)公止口美工线和母止口美工线,其分别位于公止口和母止口,这两种的外观效果一般,模具加工简单(当壳体壁厚较薄时,美工线设计在母止口上,会导致母止口更薄,容易导致其他注塑问题,这点需注意)
b)公母止口各半美工线,其在公母止口上各切一半,较为美观,但模具加工相比前面两种复杂(槽宽不宜过小,否则上下壳平分后更小,模具加工困难)
c)公母止口间隙美工线,其是通过公母止口直接的间隙形成,由于美工线槽太深,外观较丑,但是模具加工最简单(外观没特别要求可选择这种设计,降低模具加工难度)
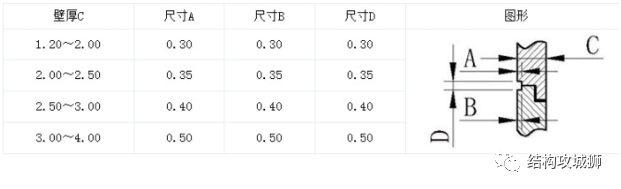
分型面美工线的结构尺寸推荐值:
2、工艺美工线:
1)喷油美工线:产品外观表面喷两种颜色的油漆,用来分隔两种油漆的分油槽,采用治具遮罩满足双色喷涂的工艺要求。
分油槽常设计成凹陷结构,尺寸根据壳体和治具的精度和喷涂要求设计。若壳体和治具精度高,美工线可以适当做小一些 ,一般壳体常根据喷涂要求设计,常用原则如下:
a)美工线底部喷漆
由于美工线底部喷漆,涂装沟槽会产生明显气流反弹现象,沟槽过深或太窄都将降低涂料附着膜厚度,使其均匀度不佳,尤以遮蔽率较差的颜色更为明显。因此,根据经验,喷油美工线宽度0.5~0.7mm,深度 0.4~0.6mm,如 图(a)所示 。
b)美工线底部不喷漆
底部不喷漆的美工线,其宽度为0.8~1.0mm,深度为0.6~0.8mm。若槽宽 较窄,会降低治具嵌入部位的强度,同时会加大由于治具嵌入部分成型尺寸 变化而导致无法嵌入的风险,如图(b)所示 。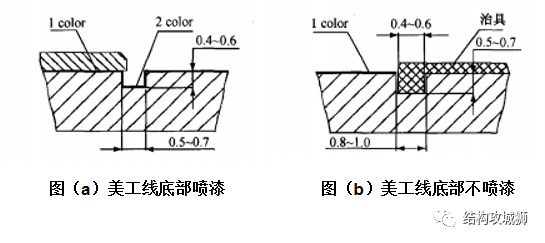
2)模具工艺美工线:避免模具分型出现披风或夹线等影响外观的工艺槽。主要应用在模具行位和可更换的镶件上,因为这些位置模具上很难通过省模省得天衣无缝,产品注塑时一般都会在这些位置上产生披风或夹线,如这些位置上设计美工线,可以隐藏这些缺陷。
这种美工线一般是凹陷的,尺寸一般为0.50mm(宽)×0.50mm(深),精密产品的美工线尺寸适当做小些。如果为了模具加工方便,在外观允许的情况下,也可以做成凸的。
3、装饰美工线:
装饰美工线常用来对产品造型的美化和点缀,一般做凹陷的槽,其大小、形状、分布一般根据整个产品的外观造型和细节修饰有关。
装饰美工线的宽度和深度的取值没那么严格,在考虑模具加工方便性的情况下,可根据产品造型情况而定,通常为1.0mm×0.5mm,0.8mm×0.5mm,0.5mm×0.5mm,0.3mm×0.3mm等。
04 美工线设计的注意事项
1、上下壳之间设计美工线后也很难完全解决上下壳断差问题,因此会存在这面刮和底刮两种情况,设计时,一般采用面刮,使面壳外形尺寸比底壳的大0.1~0.15。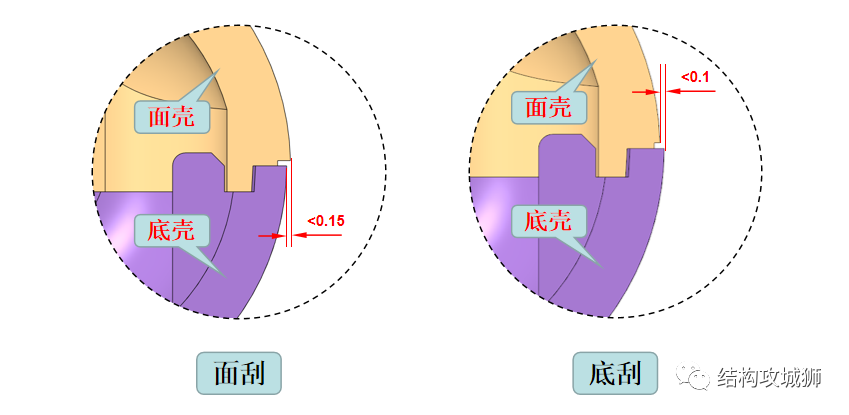
2、设计美工线时,沟槽宽度设计得宽,深度越浅,模具越容易加工,因此,外观允许的情况下,沟槽宽度尽量设计得越宽,深度越浅。
3、装饰美工线沟槽截面尽量不要设计成矩形,因为矩形槽底面容易形成死角,易积灰尘,应在矩形底面倒圆角或设计成梯形,以便于清理灰尘。
**

若有收获,就点个赞吧
0 人点赞
