【一】移印的原理
是把所需印刷的图案先用胶片蚀刻的方式制成钢板(或者铜、热塑型塑料)凹版,再利用硅橡胶材料制成的曲面移印头,将凹版上的油墨蘸到移印头的表面,然后往需要的对象表面压一下就能够印出文字、图案等。
移印工艺有点类似于日常工作中的印章盖章的原理。
【二】蚀刻板的制作要求
有以下几种主要蚀刻基板:
1.厚钢板
2.薄钢板
3.塑料光聚合板(可感光的)
首先,用感光乳剂将被拍照物体制作出正片。然后,把正片放在板面上。该板已涂感光层,在紫外线下曝光时,无图像区变硬。最后,洗去图像区的感光物质(塑料光聚合板要用水和酒精的混合液清洗),最后晾干。
对于金属板来说,一旦图像区的感光物质被洗去后,就将金属板放入如氯酸铁或盐酸等腐蚀材料中,进行蚀刻,并且需要精心操作。使用厚或薄钢板,还是塑料光聚合板取决于印刷商。
厚钢板最适合生产制作,但印刷质量较差;薄钢板与厚钢板不同,通常预涂一层感光乳剂,比较实用;然而,塑料光聚合板在三者之中印刷的质量最好,但就生产制作来说却最糟。蚀刻的深度和质量非常重要。深度不恰当,图像效果就差。如果使用有瑕疵的劣质钢板,那么,印刷品就会反映出来。
【三】硅胶转印头的制作要求
转印头由有弹性的硅胶制成,可被做成许多不同的形状。它的作用是从蚀刻板上取得图案,并把图案转印到基质上。
转印头吸收油墨的能力及其印刷质量受下列四个因素的影响:
1.转印头的形状
2.转印头的硬度
3.转印头的表面条件
4.转印头的制作材料
转印头的基本形状倾向于圆形、长方形或正方形,这类形状适合转印头表面在先与蚀刻板接触,然后与被印刷物接触时,滚压图案。图案的尺寸和形状及滚压的力度决定了选用哪一种转印头。
选取原则是:转印头越硬,油墨转印效果越好。而硬度取决于添加在橡胶里的硅油的数量,使用带溶剂的油墨只需添加很少的硅油。理想的转印头表面非常平滑且无光泽;用浸透溶剂的薄纱仔细地擦拭转印头可产生很好的效果。在印刷约50,000次后,如果转印头显示出摩损的迹像,就应更换转印头,同时必须小心谨慎,不要损坏转印头表面。
【四】油墨的选择
硅胶转印头印刷薄片需要含颜料成份高,快速干燥树脂,溶剂蒸发快的油墨。
由于可使用本工艺印刷的材料很多,所以各种油墨可供选择。硅胶转印头印刷用油墨由于其用量小而价格昂贵。而丝网印刷用油墨由于干得不够快,颜料含量只有5%,因而一般不适合用于转印头印刷。
单组分油墨(也叫溶剂挥发型油墨)的干燥靠溶剂挥发,这种油墨不一定要加入催化剂。单组分油墨有光泽型和非光泽型两种,它们主要用于塑料承印物的印刷。
双组分油墨也叫化学反应型油墨,印刷之前一定要加入催化剂,催化剂和油墨中的树脂发生反应,通过聚合反应来达到油墨干燥的目的。在移印中便用双组分油墨时,有必要添加一定比率的催化剂,通常用重量来度量。催化剂的添加比率一定要严格掌握,加的过多,会大大缩短油墨的“适应期”;加的过少,可能会导致油墨在干燥时候达不到最佳的干燥性能。一般来说,如果油墨和催化剂的调配比例不当,会导致油墨附着不均匀和印刷图像的耐久性不够等印品缺陷。
烤干型油墨分为两种:一种是在标准双组分油墨基础上添加另外的催化剂;另外一种是专门调配用于玻璃、陶瓷和金属等承印物的油墨。正如其名字那样,烤干型油墨必须加温并在一定温度下进行干燥。使用这种油墨的时候要计算干燥时间,温度越高,干燥时间越短,但干燥温度太高会使墨膜产生脆性,所以要在能够保持油墨柔性的温度下烤干油墨。
氧化型油墨吸收周围环境中的氧气进行聚合反应从而形成墨膜,不需要添加催化剂。氧化型油墨典型应用是软包装承印物和合成材料承印物,如橡胶制品或键盘。由于氧化型油墨的干燥速度慢、时间长,所以使用量有限。
UV移印油墨与其它类型油墨不同的是,UV油墨是在UV能量下迅速固化干燥的。当紫外光穿透油墨时,油墨中的感光分子会与邻近的分子发生作用,整个过程在几秒或几毫秒中。具有耐摩擦、耐酸碱、无挥发物的环保特征。
移印特种油墨包括可食性油墨、硅酮树脂油墨、润滑油墨、耐蚀油墨、导电油墨和UV光固化油墨
这些油墨迅速变粘的能力将决定是否能够有效地把油墨转移到承印物表面上。同时,为了调节油墨的印刷适性和性能,除了添加溶剂和催化剂之外,还有可能会使用很多助剂,如粘度调墨剂、抗静电剂、流变剂等。不过助剂的使用将对油墨印刷性能产生很大的影响,使用时一定要谨慎。
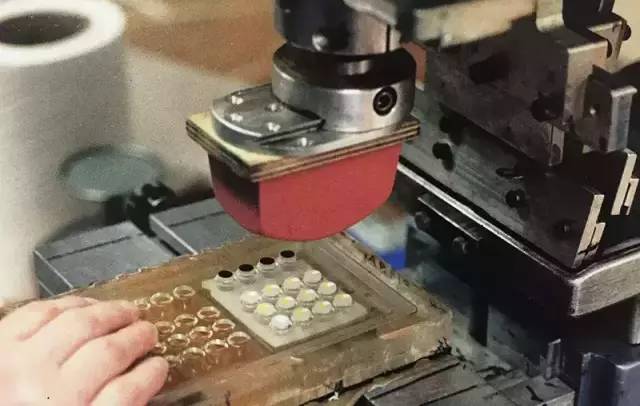
【五】移印的流程
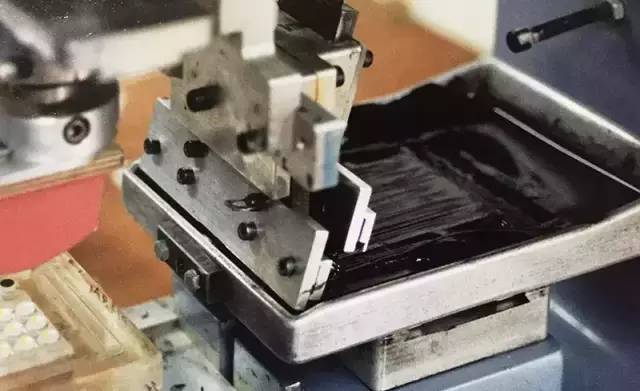
1.由毛刷将油墨均匀覆盖在钢版上。
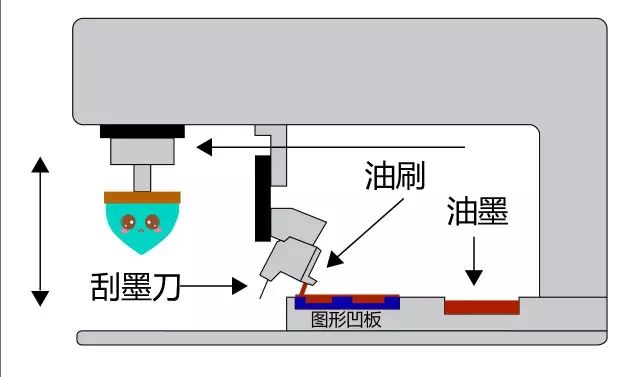
2.由刮墨钢刀将多余油墨刮除。
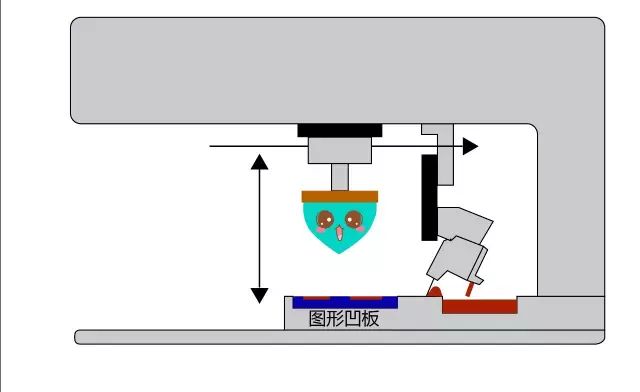
3.由印头下降到钢版将图案内的油墨沾起。
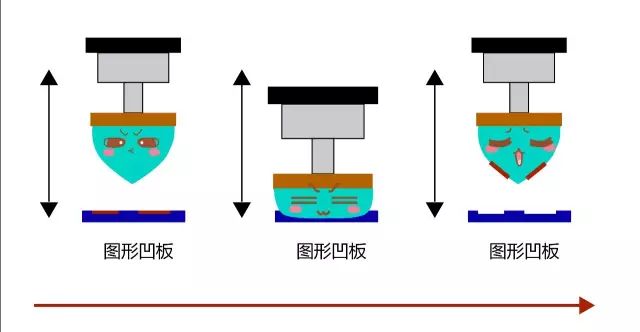
4.由印头移位下降至产品将图案盖上。
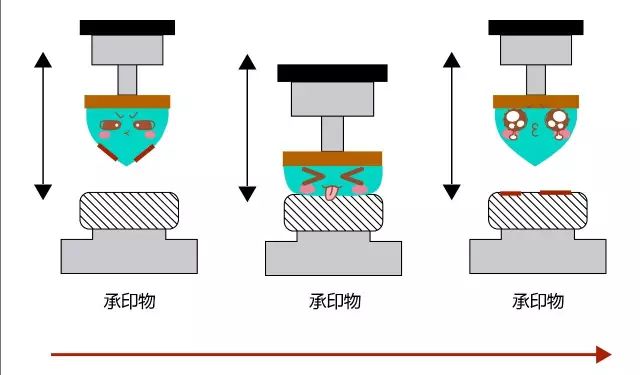
5,烘干,检测装箱。
再来一组工作图: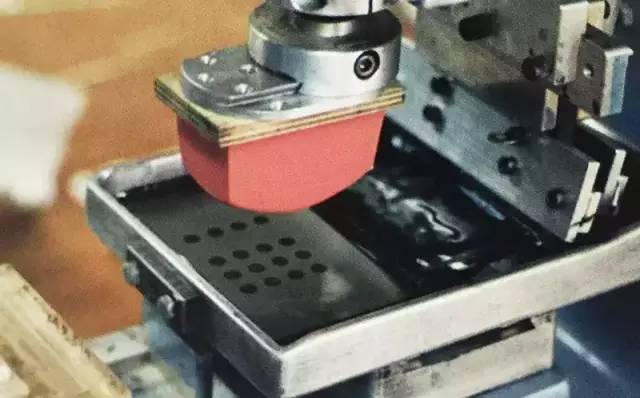


看懂了吗?没有就看看下面的视频吧!
【六】移印的特点
工艺成本:
单件费用(低),人力成本低,因为大多工序由机加工完成。
典型产品:
用于3C电子产品,交通工具,内饰,体育器材的等表面印刷都可行。
产量适合:
单件到大批量皆可,(单件可简单制作普通钢板即可印刷)大批量由机器完成。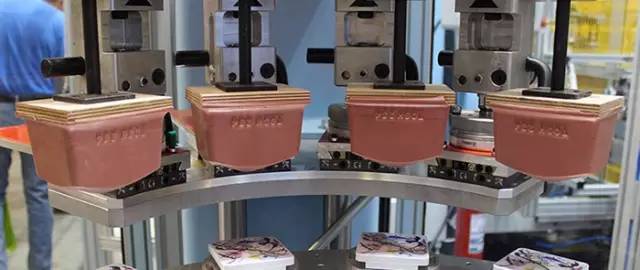
质量:
能达到清晰的印刷细节,即使在起伏不平的表面上
速度:
单个印刷时间(1-5秒)由机器完成,人工稍慢。
【七】移印的问题与解决

1.移印硅胶头不耐用的原因。
① 移印硅胶本身没有问题。问题出在硅胶过滤时没有过滤好,有杂质;或包装过程中,人工在分装时,桶或胶袋没有擦洗干净,造成移印硅胶头不耐用。
② 与硅胶中硅油的添加量有很大关系,硅油的添加量越多,胶头的硬度越软,因为硅油会破坏硅胶的分量,产生不耐用,容易老化等状况。
③ 硅胶应用厂商,不懂硅胶性能,移印硅胶使用的寿命跟要印刷图案的大小有密切关系。很多的工厂主管怕麻烦,不愿意根据图案大小来更换胶头。如果你印刷的是大图案,一定要用较大胶头,如果图案印刷小,可以用小的胶头(根据图案大小合理调整胶头大小,胶头的大小与图案的比例3:1)。
2.移印硅胶头在印刷图案的过程中为什么图案不清晰不完整?
① 胶头过硬的时间会出现印刷图案不完整,因为图案花纹大细小,胶头太硬。胶头本身没有把钢版上的图案油墨吸附在胶头上面,所以图案印刷不会完整,如果你的图案小花纹细,一定要用软的胶头来印刷,这样就可以解决问题了。
② 如果油墨中的水份含量过高,印刷出来的图案也会不完整,出现斑点状况,建议清洗油盅,更换新油墨或天那水。
3.移印硅胶为什么不上油?
任何的胶头或胶浆都上油,如果客户印刷大图案,并且字休粗大,一定可以上油,不上油的是英文字母细小的,原因还是胶头本身硬度太大,没有将钢版下的油墨吸附在胶头上,所以才以为是不上油。
4.为什移印硅胶头不落油?
没有喷过油漆的塑胶玩具或制品,十个产品在移印过程中有两上图案不完整,也就是不落油,是属于正常现象。因为注塑机在生产玩具的过程当中,每生产十几个产品就会向钢模表面喷涂脱模剂,刚喷过脱模剂模具第一个产品或第二产品表面有很多脱模剂存生,如果此产品没有经过天那水或洗面水清洗,直接拿来移印,就会出此现象。
5.移印硅胶中为什么要添加矽油?
因为移印硅胶在制做胶头的过程中,客户在移印刷产品的时候,要求图案大小经常变换,胶头的硬度的大小也经常变换,硅油,矽油的目的是起到洗释硅胶的粘度和改变胶头的硬度用的。
6.为什么印刷时常出现气泡(砂眼)现象?
印刷出现气泡(砂眼)现象的原因多样化,但最主要集中在胶头、钢板、油墨三个方面。下面举出几个最可能产生气泡(砂眼)的原因:
① 胶头形状不合适,太平或弧形不对。
② 胶头中心点(最高点)印在图案上,形成空气排不出,产生气泡。
③ 胶头发粘,破损、油污引起胶头印刷不良。
④ 钢板蚀刻太深,由于油层厚,受油墨应力影响产生胶头粘油不完全。
⑤ 钢板蚀刻太浅,油层不够厚。
⑥ 油墨太稀或太慢干。
⑦ 油墨太干或太快干。
⑧ 刮刀把钢板上图案处油墨给刮掉一部分。
【八】移印设计需要考虑的因素

1.和其他的产品印刷工艺一样,需要借助线性和旋转辅助设备;其中旋转辅助设备可以实现将移印工艺应用在起伏不平的表面和圆柱表面(如化妆品包装)。
2.和丝印一样,移印工艺可以使用导电墨水,因此可以实现在曲面和凹凸面上的印刷。
3.移印工艺中,移印的印刷面积有一定的限度,目前国内最大的印刷面大概可做到150*450MM,但不是满版印刷,而是间断字符类,满版印刷的话,目前最大做到直径300MM,但跟随的耗材成本(胶头)会很高 。
4.移印字符最细线条宽度在0.15以上,建议做到0.2以上,低于这个宽度很难实现。
5.此工艺只可用溶剂型油墨,不可用普通墨水,因为普通墨水无法吸附在硅胶垫表面。

若有收获,就点个赞吧
0 人点赞
