1.公司常用塑胶螺丝规格及相应螺丝柱设计
通常采取螺丝加卡扣的方式来固定两个壳体,螺丝柱通常还起着对PCB板的定位作用。
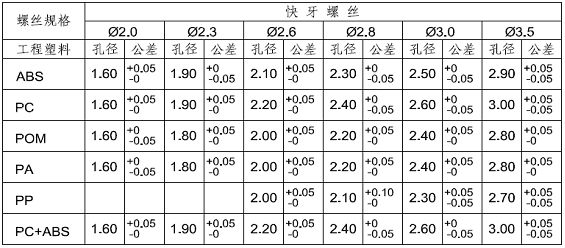
公司常用塑胶螺丝规格及相应螺丝柱设计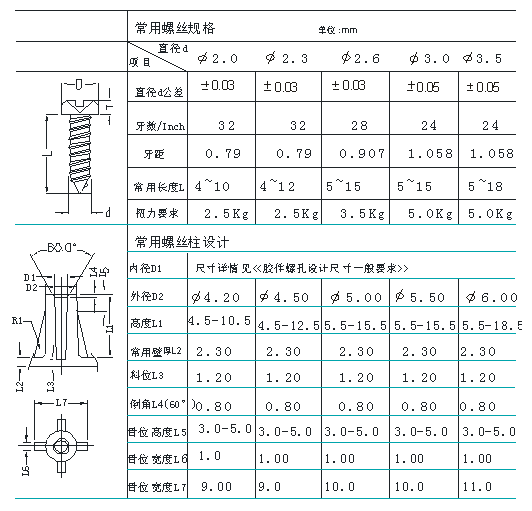
2.用于自攻螺丝的螺丝柱的设计原则
- 如成品是以支柱收紧螺丝的时侯,在成品的上壳身必须要有支柱套来作定位之用。
2. 跟据一般的安全规格标准,螺丝头必须收藏于不能触摸的位置,所以高度必须有2.5mm或以上
3. 以及,因为加上支柱套后会有Shape edge的关系,所以在每一个支柱套上壳收螺丝的地方,必须加上R1.0或以上的round fillet。
4. 为方便生产装配时的导入,所以在每一个支柱套的底部都可以不多不少的加上Chamfer作导入之用。
5. 而且因为定位的关系,在支柱套底部必须要有至少1mm的深度来收藏支柱。
3. BOSS柱高度、壁厚、孔径要适当,防止塑胶外观面缩水;
7. BOSS柱应有足够的强度,防止断裂及变形。
BOSS(空心柱)
(1) 尺寸设计要点
A), 对于镶嵌铜螺母的BOSS柱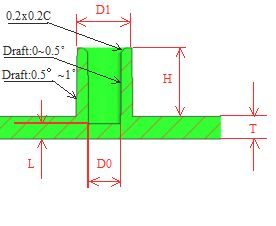
图 boss_01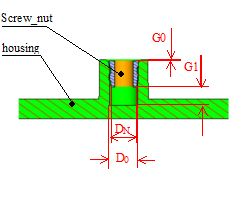
图 boss_02
如图 boss_01和图 boss_02所示,对于镶嵌铜螺母(热熔,超声)的BOSS柱,确定BOSS柱的内孔D0,外孔D1和铜螺母与BOSS柱上下两端的间隙GO,G1很重要。
D0=DN +0.05 DN : Screw_NUT(铜螺母)下端导向之直径 ;
D1=D0+2(0.6T) 其中数值(0.6T)是保证铜螺母热熔时BOSS柱壁不破裂的最小壁厚,一般取0.6T为0.85~0.9mm;
GO=0.05mm~0.1mm ;
G1≧0.5mm (视空间而定) ;
L=0.6~0.8T (此值一般是视空间和防缩水但反面不可有水印而设置) ;
H=2T~5T, (视空间结构而定);
注意:1,为了铜螺母热熔导向方便,一般在BOSS柱上端内孔上做0.2x0.2的导角;
2,BOSS内孔拔模角不宜太大,以防铜螺母紧固力不够,一般取0.5度拔模角;
3,BOSS外侧面拔模角取1.0度即可。
下图表单列出铜螺母以及塑胶壳对应的设计参考值。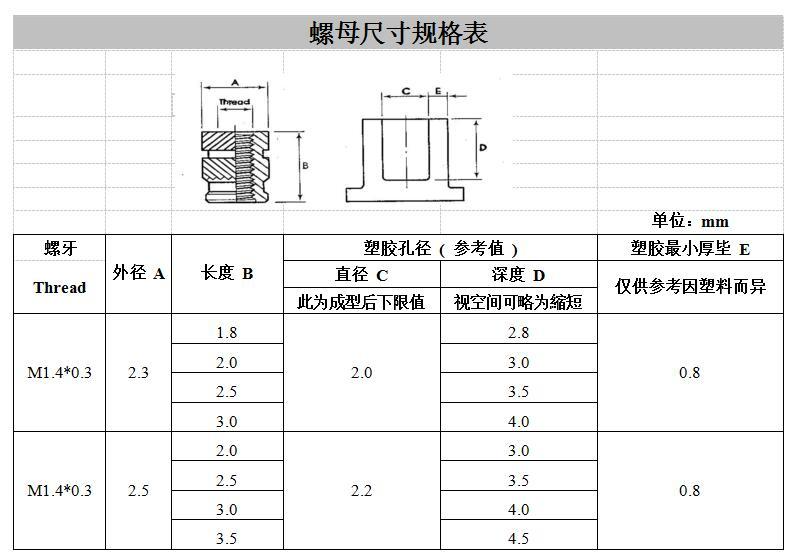
B), 对于不需要镶嵌铜螺母的BOSS柱而言,其主要用来定位、热熔固定、加强等等作用,此时主要考虑的是其缩水和强度问题,如图boss_01,对此,
D0=d0+0.1mm d0为与D0配合的BOSS柱(或者实心圆柱)外径;
D1=D0+2(0.4T~0.6T) 其中数值(0.4T~0.6T)一般取0.7mm;
H=2T~5T 一般H取3T;
C), BOSS螺丝锁合之配合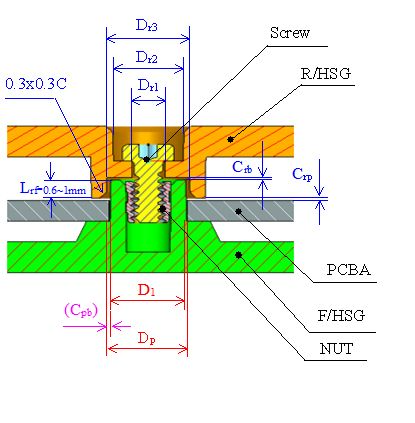
boss_03
如上图 图 boss_03所示,一般在螺丝柱上对PCBA进行定位,在BOSS柱外周做RIB的上表面限位PCBA之Z轴方向,X和Y轴方向可以利用BOSS柱外周做出小RIB之外周来定位。
Dp=D1+Xc 其中,Dp :PCBA通过BOSS柱的孔径 ;
Xc :PCBA与BOSS柱间隙,若PCB由此BOSS柱定位X和Y轴方向,则Xc取0.1mm,即Cpb=0.5 Xc=0.05mm;若此BOSS不定位X和Y轴方向,则Xc取0.3mm,即Cpb=0.5 Xc=0.15mm ;
Dr3=D1+0.2
Crp=0.1mm
Crb=0.1mm
Dr1=MS+0.3mm MS:表示螺丝螺牙公称直径 ;
Dr2=DS+0.5mm DS:表示螺丝帽公称直径 ;
Lrf=0.6mm~1.0mm Lrf:表示螺丝BOSS配合距离;
为了使上下壳BOSS柱配合时顺利,一般应该在R/HSG上做出0.3x0.3C的倒角。
(2), BOSS柱防缩水的一般结构及说明
如图,图 boss_04所示,一般在BOSS柱表面可能缩水的地方做“火山口”。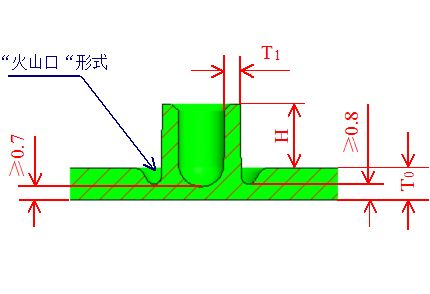
图 boss_04
当T1≥0.8T0 , H≥5 T0 时,上图的“火山口”防缩水形式是很有效的,具体的尺寸及细部形状一般由模具厂商根据经验确定。
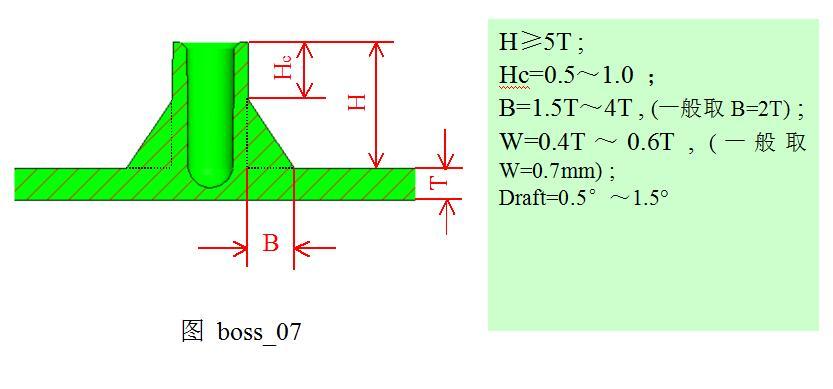
(3), BOSS柱强度加强的一般结构及说明
如图 图 boss_05,所示,对于比较高的BOSS柱,即H≥5T , 一般采用在BOSS柱加4个三角形RIB的结构来加强BOSS柱,如图 图 boss_06所示,RIB的宽度W=0.4T~0.6T(一般取0.7mm宽度即可),Hc=0.5mm~1.0mm,(一般根据空间结构而定,建议RIB不要与BOSS上表面平)。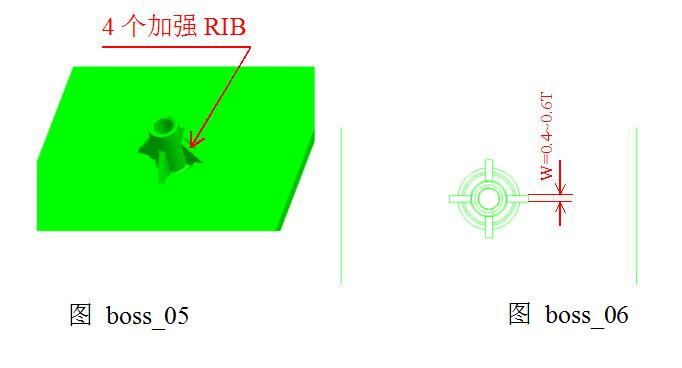
用于自攻螺丝的螺丝柱的设计原则 请参照表5-2、表5-3所示设计;两壳体螺柱面之间距离间隙取0.1mm。
3 ,不同材料、不同螺丝的螺丝柱孔设计值
4,常用自攻螺丝装配及测试
常用自攻螺丝装配及测试(10次)时所要用的扭力值,如表5-4所示。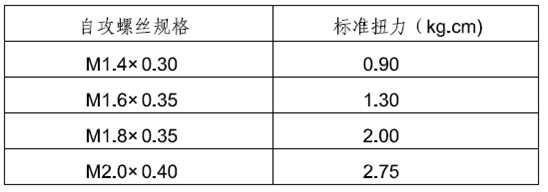
5,螺丝分类(CLASSIFICATIONS OF SCREW)
5.1机器螺丝:其外螺纹与对应之内螺纹施合使用。
5.2自攻螺丝:只有外螺纹一种形式,螺丝自身具有较高的硬度,在主体制件的成型孔没有螺纹的
情况下装配时自攻成螺丝。
5.3生产标准:美国(ANSI)、国际(ISO)、日本(JIS)、德国(DIN)、英国(BSW)、中国(GB)。(非标准件可按客户要求生产)
5.6(1)螺丝材料(SCREW MATERIAL)
螺丝材料可分为
6.1铁(光)线——1010A(1018A)
6.2退火线——FIR
6.3易车铁——IR
6.4铝线——AL
6.5青铜线——CU
6.6红铜线——RU
6.6黄铜线——YU
6.7锑线——ST
6.8不锈钢线——SS等。
5.6(2)常见表面处理代号(SURFACE FINISHINGS)

5.7 螺丝头型(SCREW TYPES OF HEAD)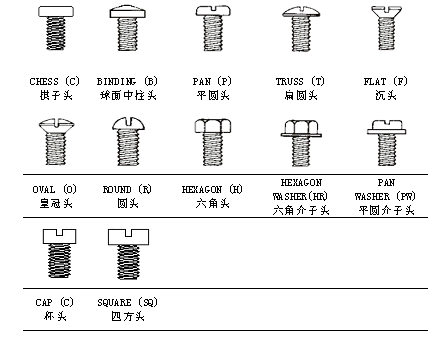
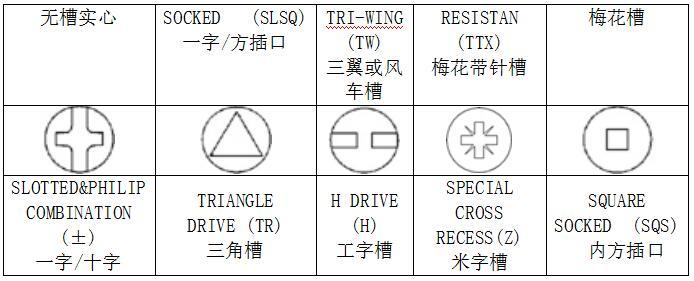
5.8 螺丝槽型(SCREW TYPES OF DRIVE INSERT)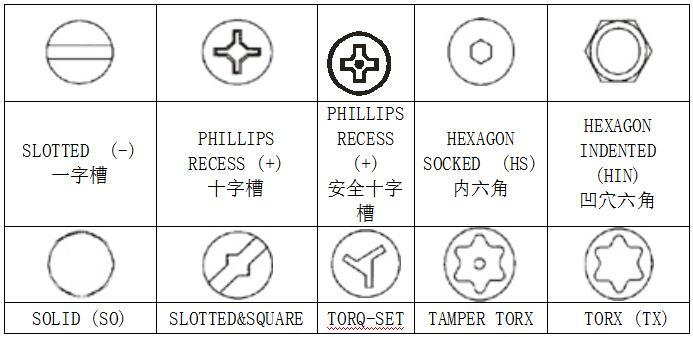
5.9 螺丝牙型种类(SCREW TOOTH TYPES)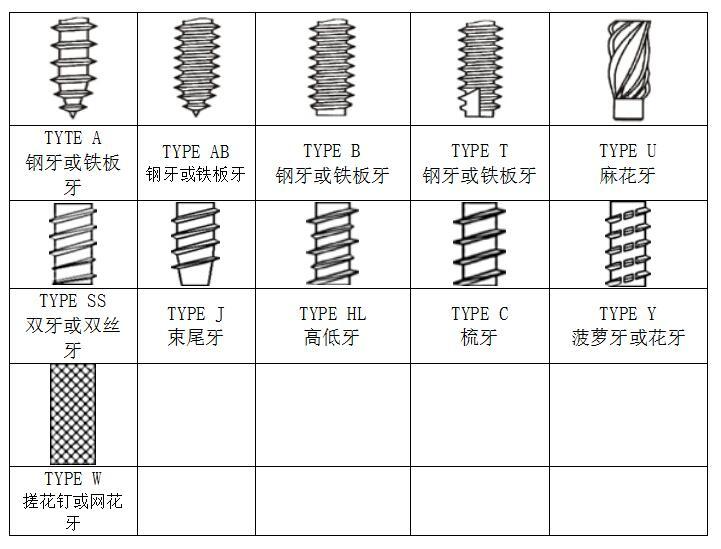

若有收获,就点个赞吧
1 人点赞
