随着当今吹塑厂家的快速发展,在吹塑过程中,计算机辅助制造应用得越来越广。在实际生产中,多数客户只提供一件样品,对于这种产品的仿制,先前采取的办法是采用传统的测量手段,由于单一的测量手段以及测量工具的精度对实际结果影响较大,所以这种方法只能适用于制造形状简单,制造精度不高等产品,现如今由于逆向工程技术的出现,对于这种样品的仿制提供了很大的帮助。佳昊以某吹塑瓶为例,采用逆向工程技术对其逆向建模,再以建好的模型为原始模型,对其数控加工,最终加工出符合尺寸的吹塑瓶。
1、吹塑瓶逆向建模
根据如图1所示为吹塑瓶的样品图,该瓶由不同直径的变截线构成瓶体曲面,且整体曲面过渡圆滑,传统方法无准确测量,综合以上分析,采用逆向技术对其进行建模,具体过程如下:
(1)扫描生成点云。由于瓶子本身是透明的,采用激光扫描仪发出高频的线激光束并打在工件表面上时会透过外表面打到另一面上生成错误表面。在瓶子上涂抹一层黑漆,便可解决此问题。然后通过激光束在工件表面的移动,生成工件点云。
(2)处理点云。通常处理点云采用Geomagic-Studio软件,其具体流程为:瓶原始点—合并点对象—点云着色—去除非连接点云和体外弧点—减少噪声—点云采样—封装点云。其中在去除非连接点云和体外弧点时要注意适当增大敏感度参数,以便最大化去除杂点,具体参看图2所示。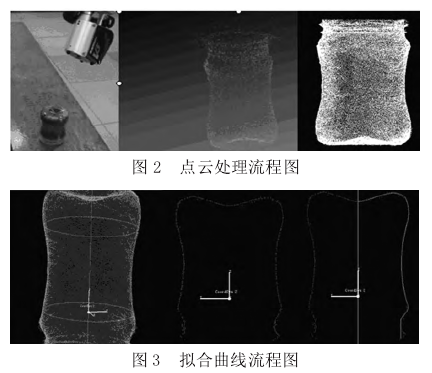
(3)点云截切拟合曲线如图3所示,将已经处理好的点云导入软件imageware中,首先,生成两个剖截面点云,再将其拟合成两个圆,将两圆圆心连接并延伸得到图中直线,用圆心、直线得到坐标系,然后在X-Z平面上截剖截面点云,再将截面点云拟合成曲线。
(4)模型建立。将拟合好的曲线和中心线导入CAM软件UG中进行旋转,得到完整的吹塑瓶模型。
2、数控加工
将做好的吹塑瓶模型导入UG8.0软件中,采用自动编程模块进行自动编程,其中将毛坯设置为100mm圆柱形棒料,其材质为塑料。刀具采用10mm镶刀片的球头刀,采用曲面驱动方式,主轴转速设置为5000mm/r,进给速度2000mm/min,残留高度为0.01mm,粗加工余量0.3mm,精加工余量0mm。给类参数设置完成后,生成的粗#精加工刀轨图如图4所示。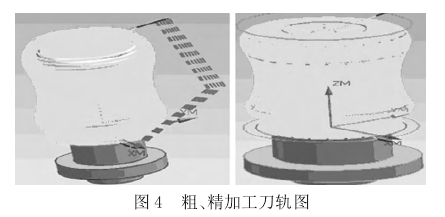
将生成的刀轨输出cls文件,经后置处理处理,生成机床识别的G代码数据,导入机床内实际加工,加工过程中刀具平稳,无撞刀过切现象,加工后的实物图如图5所示。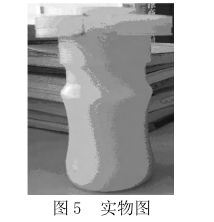
东莞佳昊采用逆向工程技术对某一吹塑瓶进行仿制,着重描述了逆向工程的整体流程,并将生成好的三维图进行自动编程,然后在数控机床上进行实际加工,经测量样件与加工后的实物一致,因此,该技对实物还原三维图具有重要意义。
在今天,这吹塑加工方式越来越普遍,佳昊作为知名的东莞吹塑厂家,已经着眼于更高难度,更高要求的吹塑加工,同时也为新生企业分析一些吹塑中的经验。

若有收获,就点个赞吧
0 人点赞
