塑胶件的连接结构,有两种应用较广泛,一种是卡扣连接(之前文章已有介绍),另一种是螺纹连接。其中螺纹连接我认为是应用最广泛、最常见的连接结构。基于成本考虑,尽管大家都在尽量减少螺纹连接的使用,但是,对于绝大部分产品结构设计的需要,螺纹连接结构还是很难完全被取代,因为,其相对于卡扣连接有以下优点:
- 连接强度比卡扣大得多,即使受到额外负载也不容易松脱,可靠性高;
- 可拆卸次数多,特别是使用机牙螺丝的情况下,连接强度并不会受影响很大;
- 螺丝柱在模具上成型方便,模具结构简单,且容易调整;
- 操作简单,易学,谁不会打个螺丝呢。
当然,相对于卡扣,其缺点如下:
- 成本相对高些,螺丝、螺母、电批、螺丝刀等紧固件与工具的成本;
对于外观零件,会在外壳上存在放置螺丝以及操作的孔洞,破坏外观的完整性;
装配时间长,预埋螺母、放置螺丝、使用电批或螺丝工具的时间成本,间接增加装配成本;
- 螺纹连接的结构类型少,设计自由度比较受限,常常在主出模方向设计居多。
结合卡扣和螺纹连接的优缺点,在实际产品结构设计上,常常兼容这两种连接方式,使产品能够实现性能与成本的平衡。
塑胶件的螺纹连接结构一般有以下两种:
- 一种是采用机械牙螺丝(简称机牙螺丝)的结构;
- 一种是采用自攻牙螺丝(简称自攻螺丝)的结构;
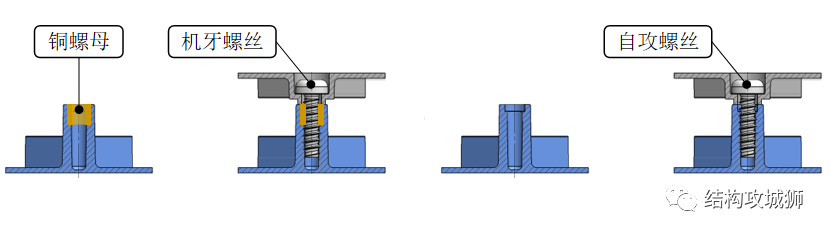
这两种结构比较常见的结构形式如下图,共同点是两个塑胶零件上分别有用于与螺丝配合的螺丝柱(BOSS柱)和用于支承螺丝头的套司;区别在于采用机牙螺丝的螺丝柱内孔需预埋螺母。
机牙螺丝与自攻螺丝的区别:
从外形上看:
常用机牙螺丝的尾部一般为平尾,头部形状如下图:
常用自攻螺丝的尾部一般分尖尾和平尾,头部形状如下图: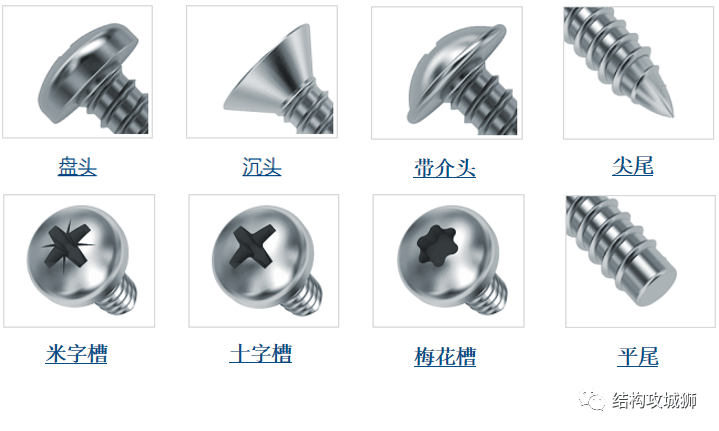
最主要的区别在于牙型:
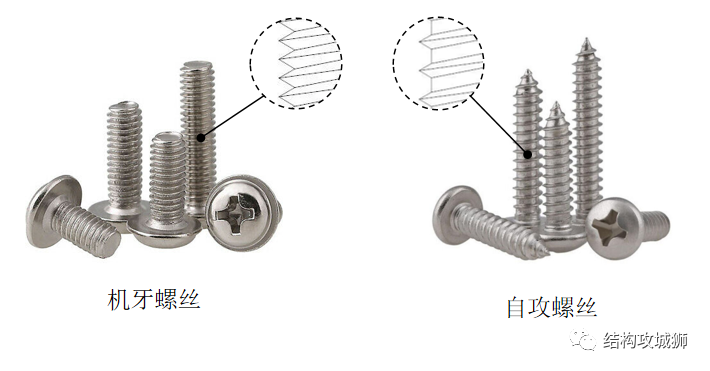
机牙螺丝(Machine Screw),牙峰与牙底的大小相差无几,牙距比较小,牙型的标准角度为60°,螺纹的标记为M/。使用机牙螺丝需要要搭配合适的螺母或在预制孔内预先攻牙。
自攻螺丝(Self tapping screw),牙峰很尖,牙底平面较宽,而牙型的标准角度则小于60°,螺纹的标记为ST/。使用自攻螺丝时,不用借助螺母或预攻丝。只需在预制孔直接用工具拧紧,在旋转的过程当中,会在孔内部自动形成螺纹,从而发挥到预期的紧固作用。
当塑胶柱内孔在锁自攻螺丝时,一般有两种方式产生螺纹:
a. 螺纹成型:当螺丝旋入塑胶柱内孔时,是通过冷流(俗称挤压)来产生螺纹的,塑胶会产生局部变形而不是被切削,故称之为螺纹成型(无碎屑产生),此种螺丝也称为螺纹成型自攻螺丝。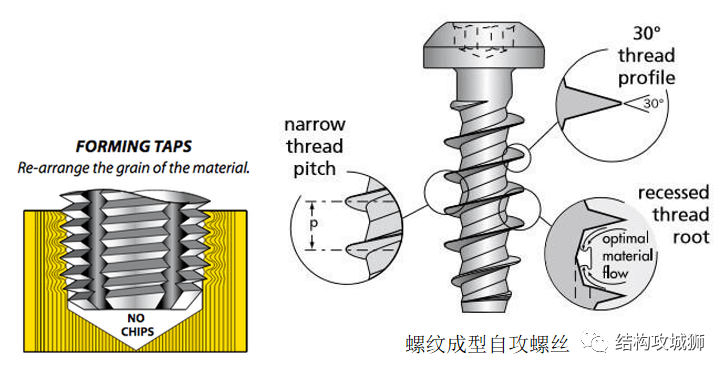
螺纹成型自攻螺丝会产生高内应力,因为材料是挤压变形而不是被去除。因此,这种螺丝适用于具有中低弯曲模量的塑胶材料(比如常见的ABS、PC、PA、PP等热塑性材料及低玻纤填充的热塑性材料)。
b. 螺纹切削:当螺丝螺旋前进时,螺丝尾部具有锋利的切削刃,在旋入内孔过程中时会切削塑料,形成螺纹,同时会产生一些碎屑(有碎屑产生),此种螺丝也称为螺纹切削自攻螺丝。
与螺纹成型自攻螺丝相比,螺纹切削自攻螺丝会产生更低的内应力,使其适用于具有更高弯曲模量(更硬)塑胶材料(比如高玻纤填充塑胶材料、热固性材料等)。
注意:采用螺纹切削自攻螺丝时,具有正确的螺丝柱内孔直径和深度非常重要,孔深度必须比螺钉啮合长度更深,以留出空间储存切削产生的碎屑。螺纹切削自攻螺丝的最大缺点是在拆卸过程中会出现螺纹剥离。
由于在实际产品设计中,大部分塑胶件都是采用中低弹性模量的塑胶材料,因此,比较常用的是螺纹成型自攻螺丝,为了便于描述,以下直接把螺纹成型自攻螺丝简称为自攻螺丝。
塑胶件螺纹连接结构的设计原则:
连接强度原则;
成型性原则;
一、连接强度原则
**
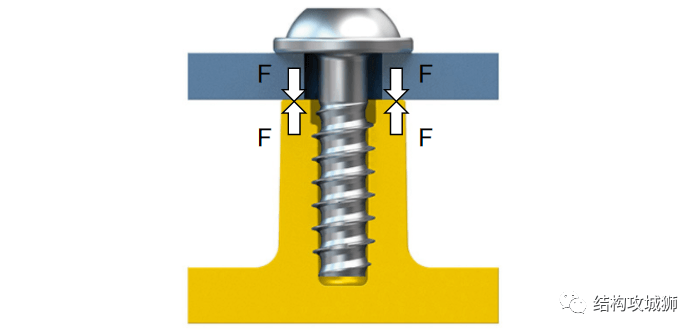
一个塑胶件与另外一个零件通过螺纹连接结构连接紧固在一起时,此两个零件在结合处存在相互平衡的张力 F 和压缩力 F,这力F称为预紧力(或轴向力),表示初始紧固力。
自攻螺丝的拧紧过程:
**
,时长00:36
视频:自攻螺丝的拧紧过程
主要分为以下三步:
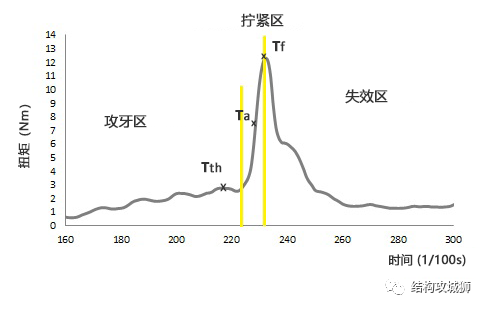
a. 定位:螺丝被定位到螺丝定位孔,在一定的拧紧速度下,开始被拧入螺丝柱内孔,此时,扭矩开始缓慢增大,预紧力还是为零。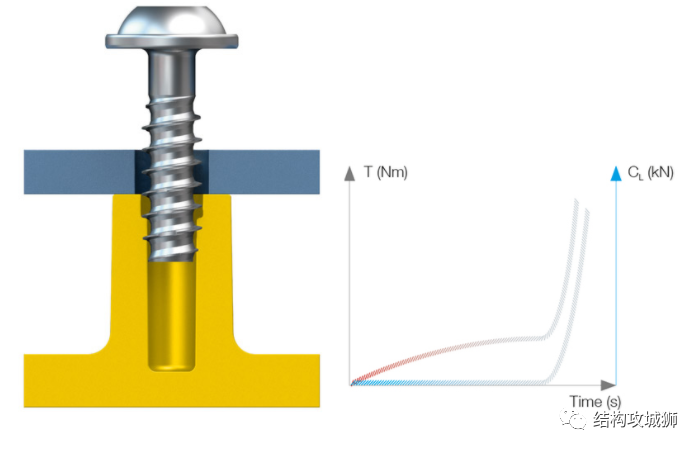
b. 拧入:螺丝慢慢被被拧入螺丝柱内孔,此时,扭矩继续缓慢增大,预紧力还是为零。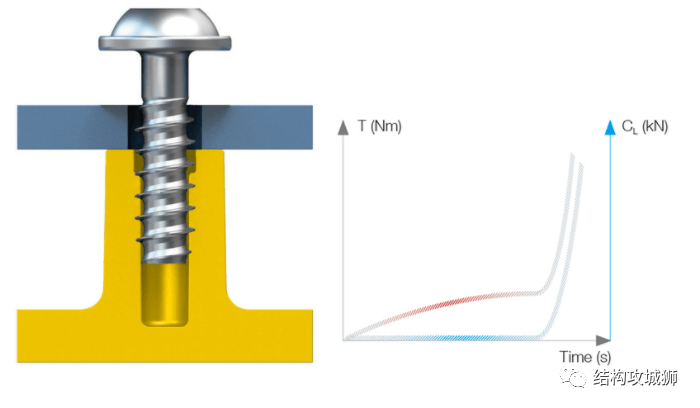
c. 拧紧:螺丝头底面开始接触到塑胶件,此时,扭矩和预紧力会呈指数增大,直到到达规定的扭矩,整个拧紧过程结束。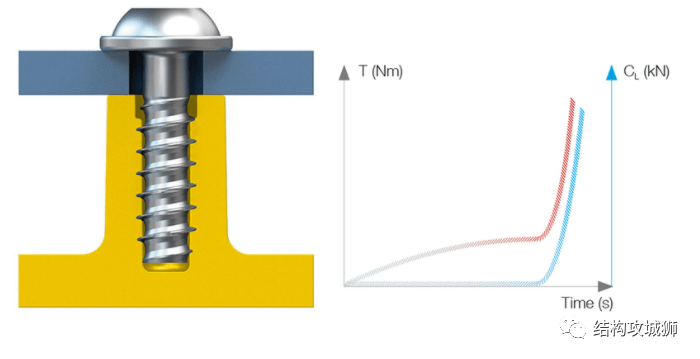
以上过程,在到达规定的扭矩,拧紧过程结束时,对应的扭矩为最佳拧紧扭矩Ta(确保压实,并防止不必要的零件变形),对应的预紧力为最佳紧固力,也加夹紧力、拉拔力。
如果拧紧过程继续,在螺丝柱内孔螺纹开始滑牙,对应扭矩为失效扭矩Tf(滑牙扭矩)。此时拧紧过程再继续就会进入到失效区,在失效区发生的失效模式包括螺纹剥离、螺丝柱变形断裂、螺钉断裂和凹槽损坏等。
塑胶螺丝柱滑牙:是指螺丝拧紧产生的预紧力将螺丝柱内孔的螺纹剥离,螺丝被拔出来的现象,对应的扭矩称为滑牙扭矩Tf。

螺丝柱内孔滑牙的原因也可能是:每一次自攻螺丝重新拧入到相同的螺丝柱內孔时,都会再一次切削出一道新的螺纹,而且大概率是会破坏掉原来的螺纹位置而重新建立新的螺纹,尤其是越上端的位置。除非,每一次螺丝重新拧进去时都可以沿着原来的螺纹拧进,否则经过几次的螺丝重锁,其螺丝柱内孔的肉厚将被切削得不成原形,自然地锁紧力就会下降。
所以,在设计塑胶螺纹连接结构时,连接强度原则可以归纳为,在确保塑胶螺丝柱不发生滑牙、塑胶件不变性、螺丝不失效的情况下,获得满足连接要求的紧固力。
滑牙紧固力公式: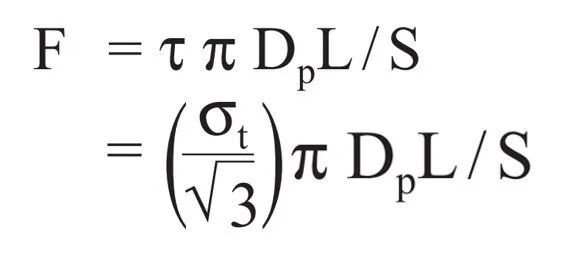
滑牙扭矩公式:

其中, τ :剪切应力;σt:塑胶材料的拉伸屈服应力;Dp:螺丝中径;r:螺丝中径的一半;L:螺纹旋合深度;f1:螺纹与塑胶之间的摩擦系数;f2:螺丝头底部与塑胶之间的摩擦系数;p:螺丝的螺距;S:安全系数(塑胶材料随着时间的推移会发生一定的蠕变和应力松弛,拉伸屈服应力值会降低,比如,5年后降为初始值的1/3~1/2,所以S的取值为2、3等)。
松开时,由于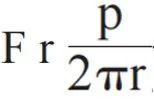 ,为作用在螺丝上的扭矩,作用于负方向,所以松开扭矩公式为:
,为作用在螺丝上的扭矩,作用于负方向,所以松开扭矩公式为: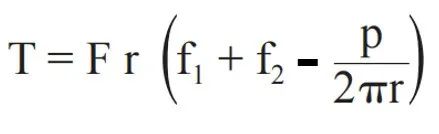
经核算,松开扭矩约为拧紧扭矩的 80%。
根据公式可知,相同规格的自攻螺丝连接不同的塑胶材料,其滑牙紧固力、滑牙扭矩是不同的,因此,最终的紧固力和拧紧扭矩也应该有所不同。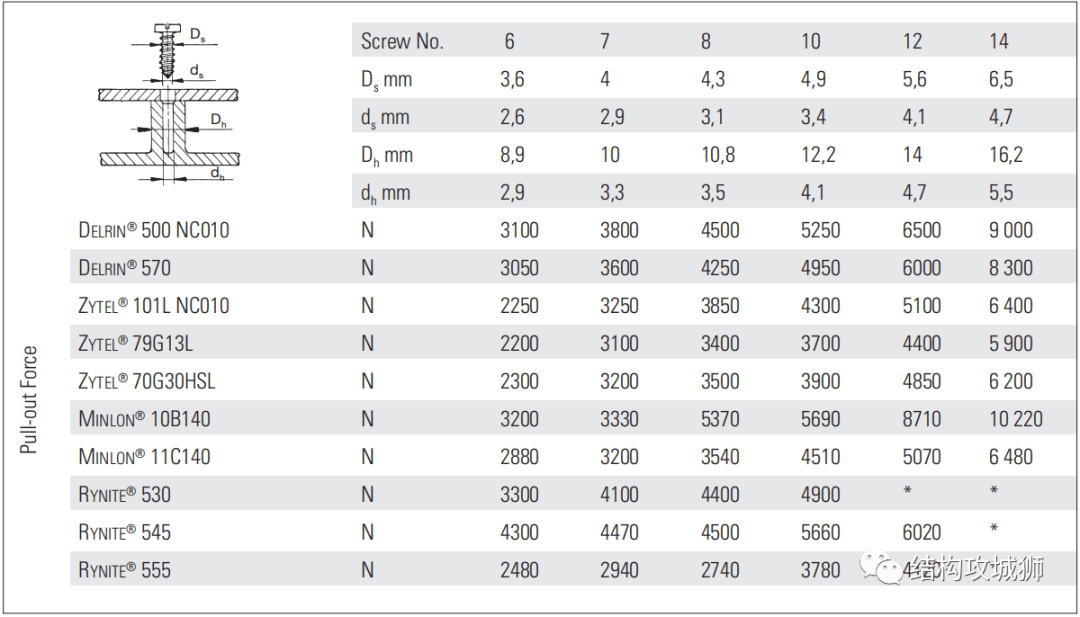
图:不同螺钉尺寸和材料的滑牙紧固力性能
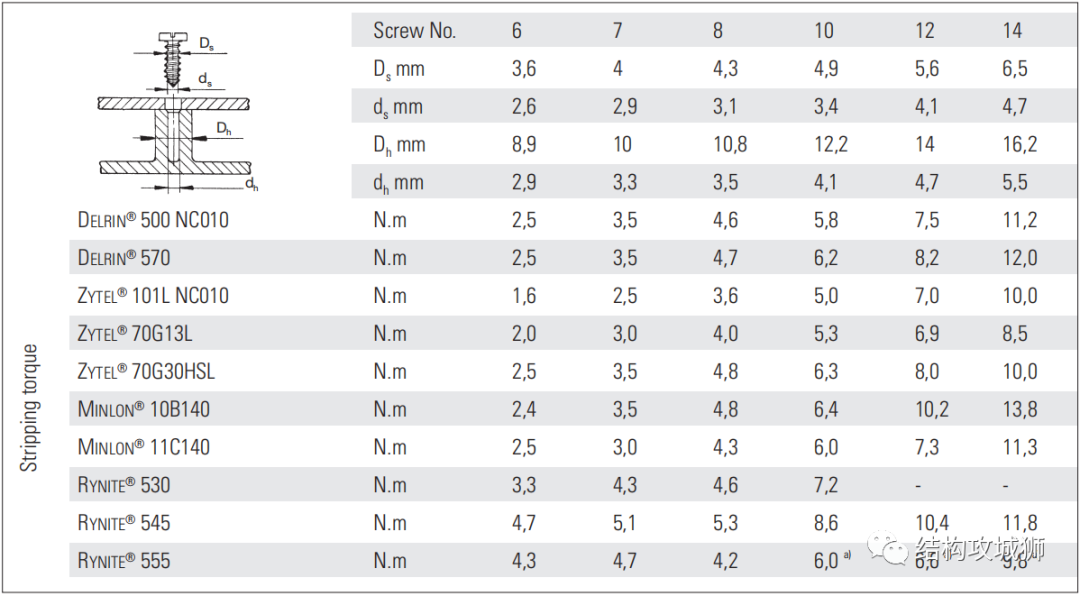
图:不同螺钉尺寸和材料的滑牙扭矩性能
自攻螺丝连接塑胶零件的拧紧扭矩必须小于其滑牙扭矩,考虑到实际塑胶零件材料的拉伸屈服应力还可能受到注塑成型工艺、热应力、材料高温降解、二次料等因素的影响,通常取拧紧扭矩Tα=Tr+X(Tf-Tr),其中X取0.35~0.5。
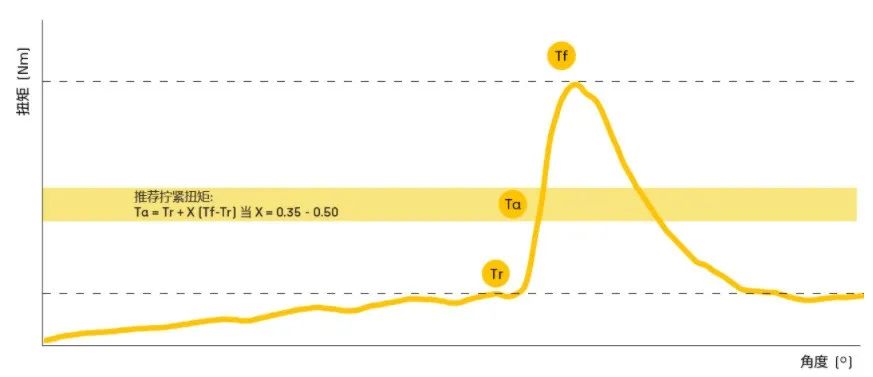
图中:Tr:攻牙扭矩;Tα:拧紧扭矩;Tf:滑牙扭矩
两塑胶件之间的紧固力是确保连接装配成功主要参数,但并非每次增加扭矩都能提高紧固力,决定螺丝紧固能力的因素还有很多:
a. 拧紧扭矩: 施加在螺丝上的扭力是产生紧固力的关键。
b. 涂层摩擦系数: 涂层摩擦系数越大,夹紧组件所需的扭矩就越小。
c. 螺丝头凹槽效能: 凹槽可以将螺丝刀上的扭矩传输到螺丝上,凹槽效能越高,扭矩传输性能越好,因此越能夹紧组件。
d. 螺纹牙型: 螺纹设计也会影响扭矩和夹紧力之间的关系,一般情况下,牙距越小夹紧力越高,但前提是提升的摩擦力不会超过增加的夹紧力。
检查夹紧力的方法很复杂,因此,通常我们通过扭矩值来确认施力情况。扭矩不能定量表示组件属性,但可以作为拧紧零件的定性参考。
在实际生产中,拧紧扭矩太大容易滑牙,太小又有锁不紧的问题,那么如何确定拧紧扭矩呢?
由公式:拧紧扭矩Tα=Tr+X(Tf-Tr),其中X取0.35~0.5,可知,只要确定了攻牙扭矩Tr和滑牙扭矩Tf,就可以算出拧紧扭矩Tα 。
a. 确定攻牙扭矩Tr
用电动螺丝起子(电批)先设定一个较小的扭矩值锁紧螺丝,锁紧后再用手动螺丝刀方式转动螺丝来检查螺丝扭矩是否足够,如果已经无法再用手动方式转动螺丝,就表示攻牙扭矩Tr的设定可以接受。
如果还可以转动,则表示攻牙扭矩Tr还不够,必须再往上增加,反复测试后可以确定攻牙扭矩Tr。
b. 确定滑牙扭矩Tf
把电动螺丝起子(电批)的扭矩设定到一个比较大的值(此值可以参考上面公式计算的理论值),拿10组样品,用电动螺丝起子重复锁紧、松开螺丝10次后,确认有无任何螺丝孔滑牙或螺丝柱破裂的现象发生,如果没有,此值就是滑牙扭矩Tf。
如果有,则必须将扭矩调小,然后再重复试验,直到确定滑牙扭矩Tf(此试验方法也可以适用无滑牙扭矩Tf的计算理论值的情况)。
未完待续……
推荐阅读
塑胶件的结构设计:卡扣篇(上)
END
特别声明:本文内容为本公众号整理、编辑、原创,部分图片内容来自于网络,只用于学习交流,如涉及版权问题,请联系删除,以上内容如有错误,欢迎留言指正,谢谢!

若有收获,就点个赞吧
1 人点赞
