Cura 中提供了大量自定义参数设置,以调整模型的打印细节。在准备阶段,点击打印设置面板,即可展开打印设置。展开后即可进行简单的参数设置。下面将介绍参数设置面板中主要参数的含义及效果。
推荐参数设置
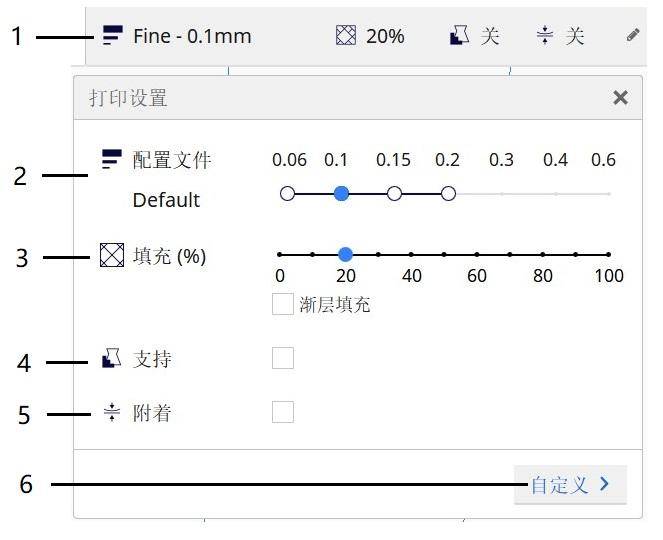
- 打印设置面板 显示当前设置的部分内容。
- 配置文件 显示可选配置文件,Makeblock 插件提供了四种打印配置,以层高为核心参数,可在右侧选择。
- 填充(%) 填充密度,指打印模型内部时材料填充的密度。
- 支持 即支撑,勾选后在打印悬垂结构时会为模型提供支撑。
- 附着 模型与平台之间的接触方式,勾选后会在打印首层时先打印一层材料,以便模型更好地附着在打印平台上。
-
自定义参数设置
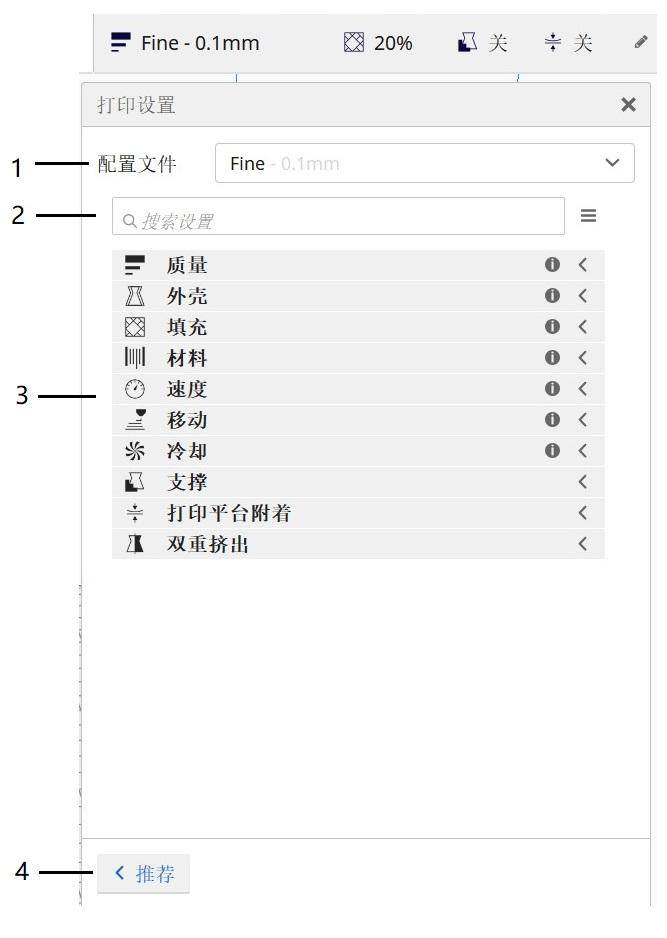
配置文件 显示当前选中的配置文件,点击右侧箭头进行选择。
- 搜索设置 输入关键词搜索设置项。
- 参数设置列表 包含自定义参数,在此处可以修改打印参数,参数含义请参考下文。
- 推荐 点击推荐,面板将跳转到推荐参数设置。
质量
层高
层高是最频繁更改的设置之一。 层高指单个打印层的厚度,单位为毫米。
使用较薄的层高将提高打印质量,带来更多细节,但会增加打印时间。
使用较厚的层高将降低打印质量,损失一些细节,但会减少打印时间。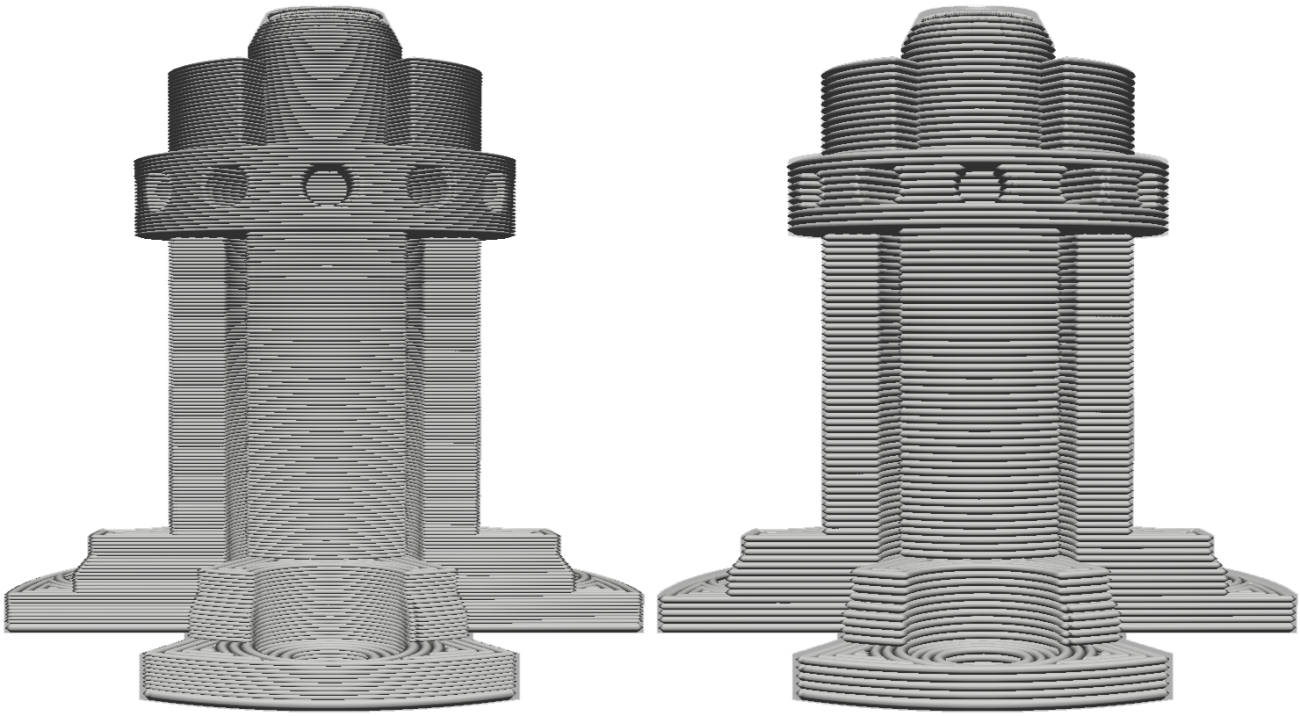
右侧的模型比左侧的模型具有更厚的层高
推荐模式下,用户可以轻松选择与当前打印机和材料配置兼容的层高。可用的层高选项数量因配置而异。自定义模式下用户可以自定义层高。
注意:在自定义层高前,请先在配置文件中选择一个与你期望的自定义层高接近的配置。配置文件中包含的许多设置都依赖于层高,这样操作可以确保打印质量。外壳
1.壁厚与壁走线次数
此设置调整模型壁的厚度。Cura会自动将输入的壁厚四舍五入为走线宽度的整数倍。通常壁厚为走线宽度的两倍到三倍即可。
使用较厚的壁厚将使模型更坚固,但会增加打印时间和耗材成本;
使用较薄的壁厚将减少打印时间和耗材成本,但会使模型更脆弱。
除了设置以毫米为单位的壁厚之外,还可以设置壁走线次数。设置壁走线次数时,Cura 将自动计算壁厚,并将壁厚置灰。
示例:设置壁厚值为1mm,由于走线宽度为0.35mm,因此计算的壁厚为三次走线的1.05mm。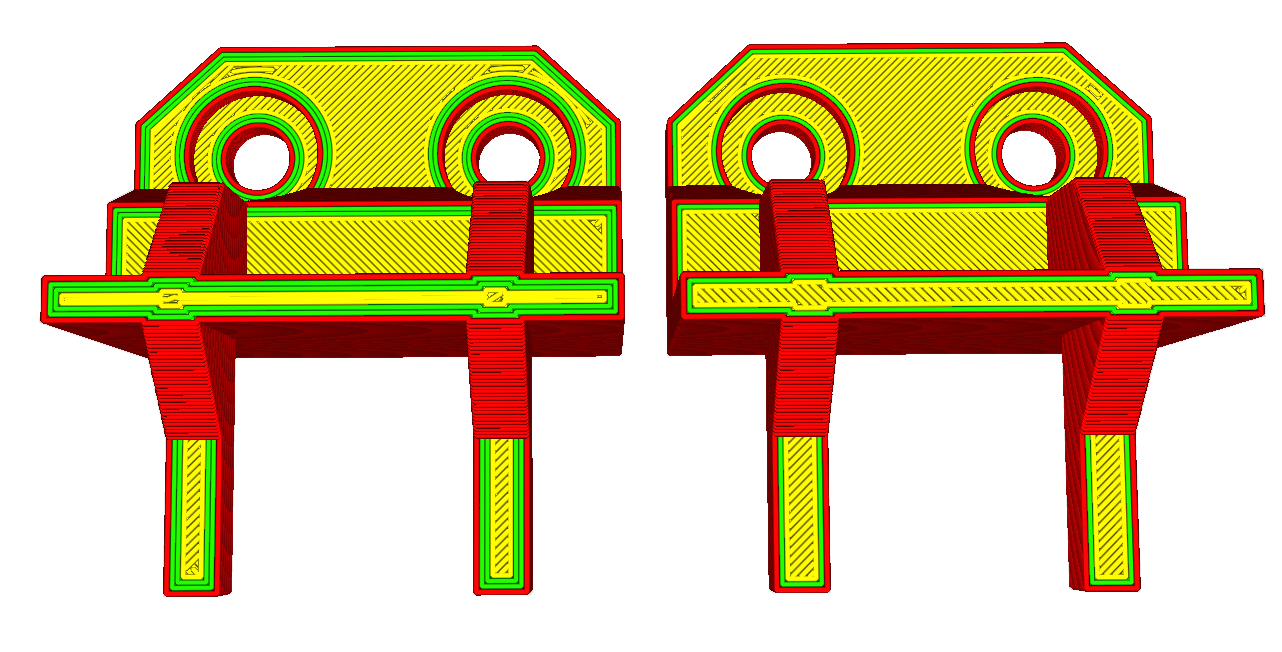
左侧模型壁走线次数为3,右侧模型壁走线次数为1。
2.顶层 / 底层厚度
用于设置打印模型顶层和底层的厚度。
较高的厚度值可以确保完全封闭模型顶部与底部的所有间隙,但会增加打印时间和耗材成本;
较低的厚度值可以显著减少打印时间和耗材成本,但可能在模型顶部和底部出现间隙。
左侧模型顶层 / 底层厚度为1.4mm,右侧为0.7mm填充
填充密度
填充密度定义了打印模型内部使用的材料量。
使用较高的填充密度将使模型更坚固,但会增加打印时间和耗材成本;
使用较低的填充密度将减少打印时间和耗材成本,但会使模型更脆弱。
具有视觉展示目的的模型建议使用约20%的填充密度,需投入使用的零件可以使用更高的密度。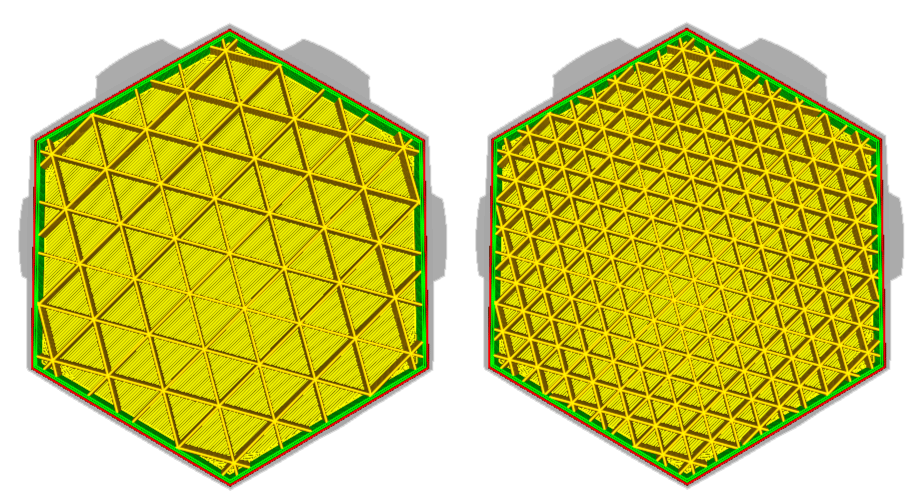
右侧模型的填充密度高于左侧模型
填充图案
Cura 允许更改打印的填充结构的图案,这在某些模型中很有用。 以下为可选的填充图案:
| 网格 | 直线 | 三角形 | 内六角 | 立方体 | 立方体分区 |
|---|---|---|---|---|---|
| 八角形 | 同心圆 | 锯齿状 | 交叉 | 交叉3D | 螺旋二十四面体 |
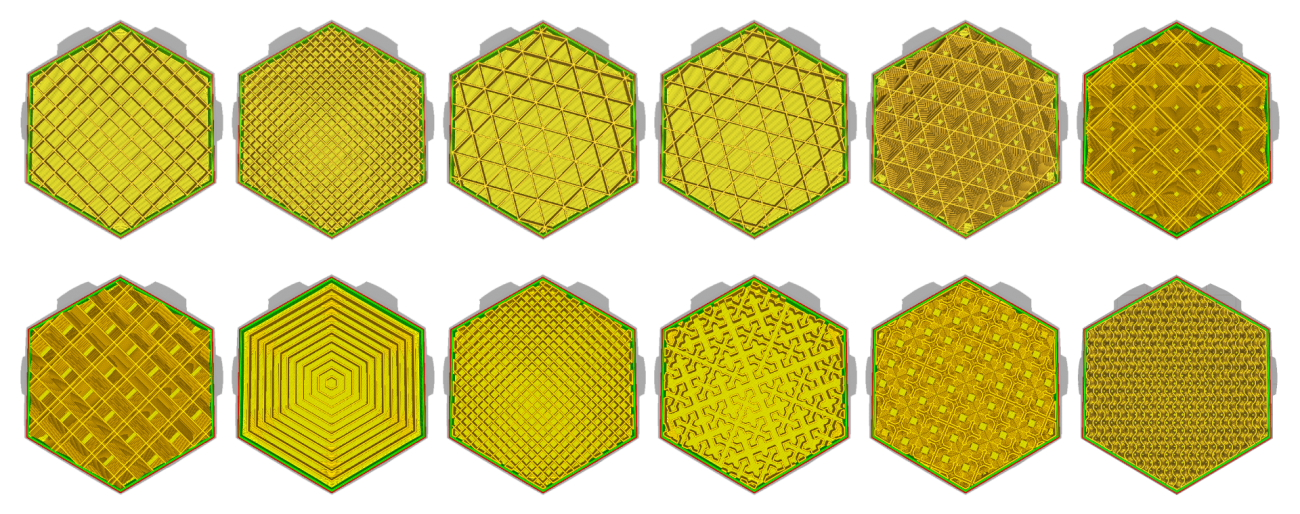
<br /> **填充图案按列表顺序显示**
材料
打印温度
此设置定义了打印时喷嘴的温度,包括调整后的挤出速度。每个打印配置文件的打印温度略有不同,以产生最佳打印效果。
打印平台温度
此设置定义了打印过程中的打印平台温度。每种材料都有一个理想的标准温度,可在此处设置。当使用两种不同的材料进行打印时,温度将是两者的平均值。
启用回抽
在打印过程不需要挤出材料的部分,将耗材略微抽回。在不抽回的情况下,挤出的材料会挂在模型之间。通过回抽,可以防止“拉丝”,从而使模型更整洁。使用柔性材料或需要大量缩回的材料时,请谨慎操作,过多的回抽可能会导致刨料——耗材被齿轮刨细,导致无法正常进退料。
速度
打印速度
打印速度定义了打印时打印头移动的速度(以毫米/秒为单位)。
- 使用较高的打印速度可以显著缩短打印时间,但会降低打印质量;
- 使用较低的打印速度可以确保耗材融化挤出,但会延长打印时间。
对于特定的打印部分也可以使用不同的打印速度:
- 填充速度:填充材料的打印速度。如果填充的外观质量不重要,则可以使用较高的填充速度。但这可能会影响打印强度。
- 速度(外壁):外壁的打印速度。较慢地打印外壁通常会带来更好的表面光洁度。
- 速度(内壁):打印内壁的速度。
速度(顶部 / 底部):顶部和底部的打印速度。较低的速度会提高顶部封闭的可靠性,特别是对于大面积打印而言。
移动
回抽时Z抬升
此设置定义了每当回抽时,喷嘴抬升一定距离以与打印部分产生空隙,避免在空驶过程中撞到已打印部分。对于具有许多回抽 / 空驶的打印模型,这会增加打印时间。仅在“材料 - 启用回抽”被勾选时,此选项才会出现。
支撑
生成支撑
一些模型具有悬垂的结构,这意味着打印模型时,这些结构会悬浮在空中。 在这种情况下,必须在模型下打印支撑结构,以防止耗材掉落。 这可以通过启用“生成支撑”来实现。
支撑放置
此设置定义了在哪里打印支撑结构。其选项包含:
全部支撑:支撑结构放置在每个需要支撑的部分下方,这意味着支撑有可能被打印在模型上。
- 支撑打印平台:仅在打印平台上打印支撑结构。
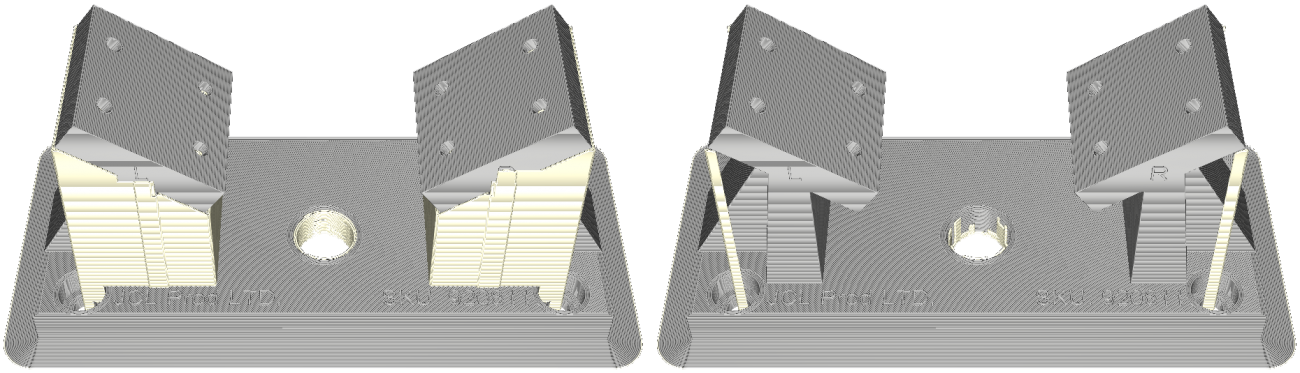
<br /> **此模型具备悬垂结构。左侧为全部支撑,右侧为支撑打印平台。**
支撑悬垂角度
悬垂的倾斜角度影响添加多少支撑结构。
较小的角度会导致更多支撑,使模型更稳定,但模型表面会出现粗糙的支撑痕迹;
较大的角度会导致更少支撑,使模型大部分表面更平整,但打印过程可能出现倒塌。
例如,值为0°时,所有悬垂都受支撑;而值为90°时,则不添加支撑。
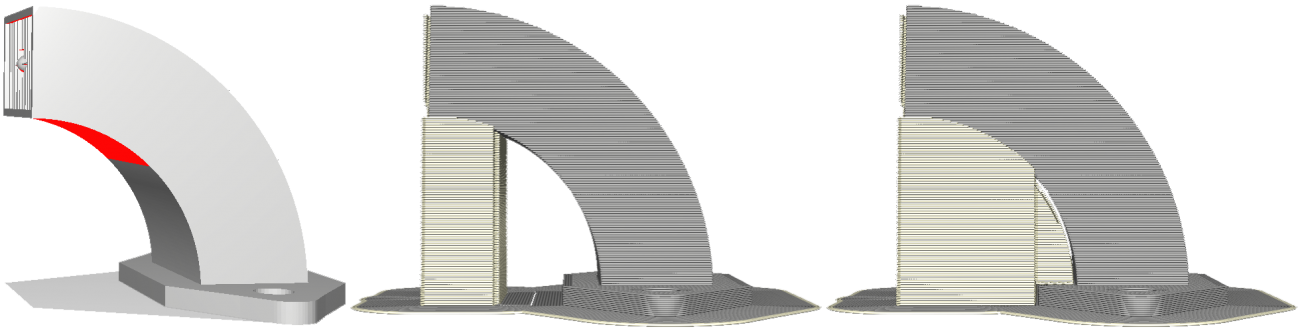
红色区域表示需要支撑的悬垂结构。 中间模型的支撑悬垂角度为70°,右侧模型的支撑悬垂角度为45°
冷却
开启打印冷却
此设置定义了打印过程中打印头风扇的启用或禁用。开启打印冷却可确保在打印下一层之前正确冷却打印模型。对于单层打印时间较短的模型以及带有桥/悬垂结构的模型,开启打印冷却会提高打印质量。
风扇速度
开启打印冷却后,可以调整风扇速度——风扇旋转的速度。较高的速度可实现更好的冷却并减少耗材渗出,但也会增加材料的收缩率。因此不同材料的风扇速度可能不同。Makeblock 提供的插件已包含材料的默认风扇速度设置。
打印平台附着
打印平台附着类型
有三种类型的打印平台附着方式:Skirt,Brim和Raft。还可以通过将其设置为“无”来禁用打印平台附着。
Skirt
Skirt是在首层打印模型周围打印的一条线,但未连接到模型。这有助于耗材充分填满喷嘴,并且可以在打印开始之前作为检查打印平台平整度的附加检查。
Brim
Brim在模型的底部周围增加了一个单层平坦区域,以防止变形。Brim连接到模型,并增大了底层表面积。这样可以增加对打印平台的附着力,并且避免模型的边缘翘曲。
Raft
Raft在模型和构建板之间添加了带有顶板的厚网格。当模型的底面不是完全平坦或对打印平台的附着力很弱时,Raft可确保模型更好地粘在打印平台上。
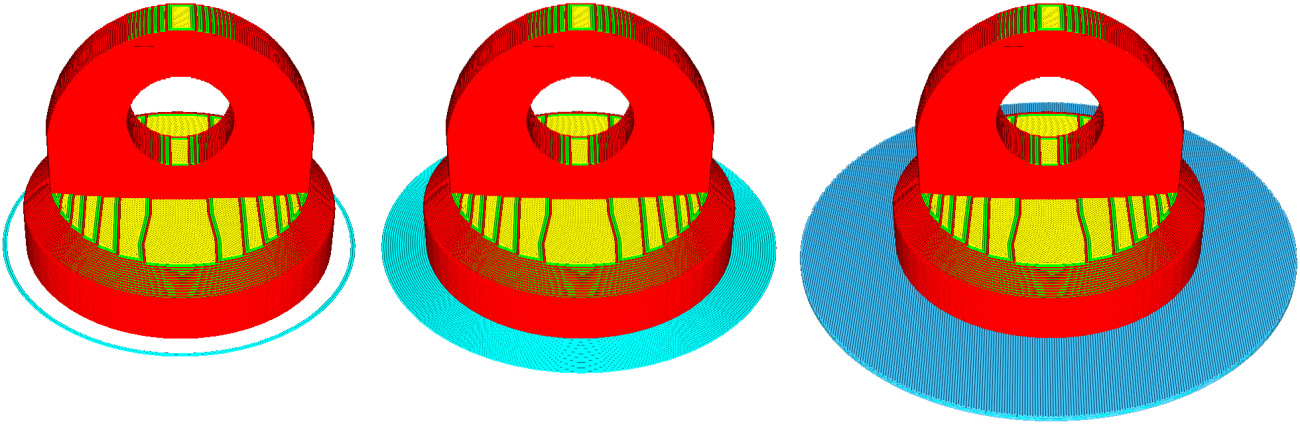
从左到右的打印平台附着类型:Skirt,Brim,Raft

若有收获,就点个赞吧
0 人点赞
