1918 年,休哈特作为一名物理学家,进入西部电子公司的贝尔实验室工作。1931年,他出版了《产品制造质量的经济控制》(Economic Control of Quality of Manufactured Product)一书,概述了统计过程控制的原理。控制图(Control chart)由此诞生,用以对生产过程的关键质量特性进行测定、记录、评估、监测,以评估过程是否处于受控状态。
一、关于控制图的基本知识
控制图又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。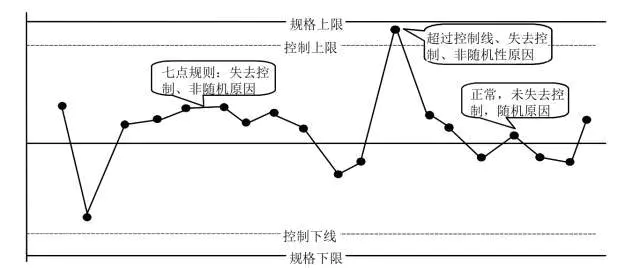
控制图上有三条平行于横轴的直线:中心线(CL,Central Line)、控制上限(UCL,Upper Control Line)和控制下限(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。UCL、LCL通常控制界限设定在±3标准差的位置,中心线是所控制的统计量的平均值。
控制线是控制图中判断过程是否失控的上下界限,超过控制线,表明过程已失控,控制线是项目管理团队(或项目经理)制定的。规格线是判断产品或成果是否符合要求,是次品的分界线,超过规格线,表明产品不合格,规格线是合同(用户)确定的。
一般控制线在规格线之内。
当某个数据点超出控制界限,或连续7个点落在均值上方或下方时,就认为过程已经失控。
二、如何绘制和使用控制图
下面用实例解释如何绘制和使用控制图。
H公司的管理层对客户最近投诉焦头烂额,这些投诉皆因产品的系统报表打印故障引起,由此导致了客户的损失和不满。
H公司高层希望能充分评估这些故障的数据、发展趋势,以便确定究竟有多少此类bug没有得到纠正,并期望项目管理办公室(PMO)制定对此类投诉和问题的考核激励制度。
该鼓掌涉及29个省市的138个项目,面对如此规模的项目组,H公司的PMO经理春晓感觉很棘手——统计这么多项目组的数据几无可能,哪里有这么多人干这事,各项目上的火还来不及救!!!
很显然,从所有项目上收集所有数据既费时又费力,现有条件也无法支持这种方法!
在此情况下,春晓找到了我,我告诉他没有必要收集所有数据,样本数据能够满足需要即可。根据我的建议,春晓随机选择了6个项目部和一个为期5天的时间段,然后又从每个项目组每天随机抽取了100次打印样本。具体数据如下表
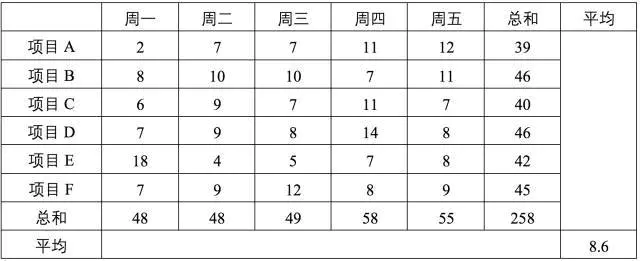
6个项目部为期5天的100个样本的随机数据
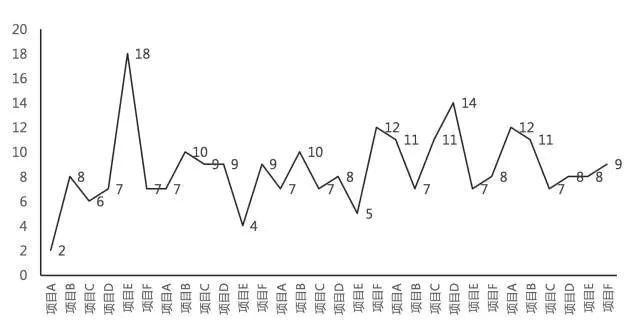
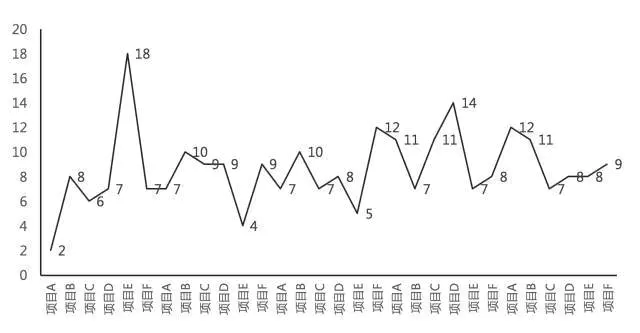
第一步:画出样本数数据的折线图
第二步:对数据进行计算
总故障数、总样本点及每个样本点的缺陷平均数,都直接来自统计数据表格1。其他数值的计算方法如下: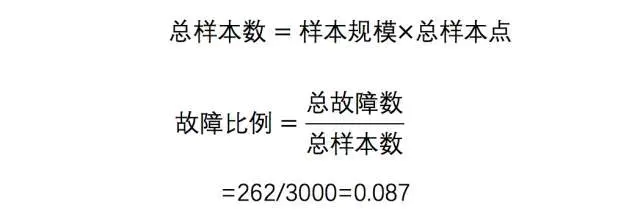
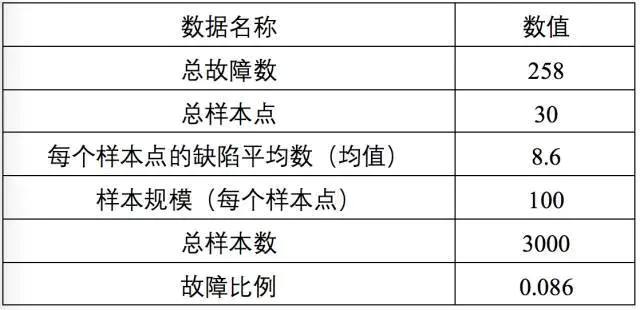
控制图的计算数据
第三步:添加均值线
第四步:添加控制线
在缺陷数控制图中,控制上(下)限用以下公式计算: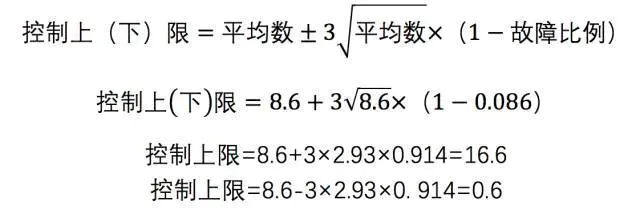
得出控制上限为16.6,控制下限为0.6。
把控制上限和控制下限添加到图中,就得到了控制图。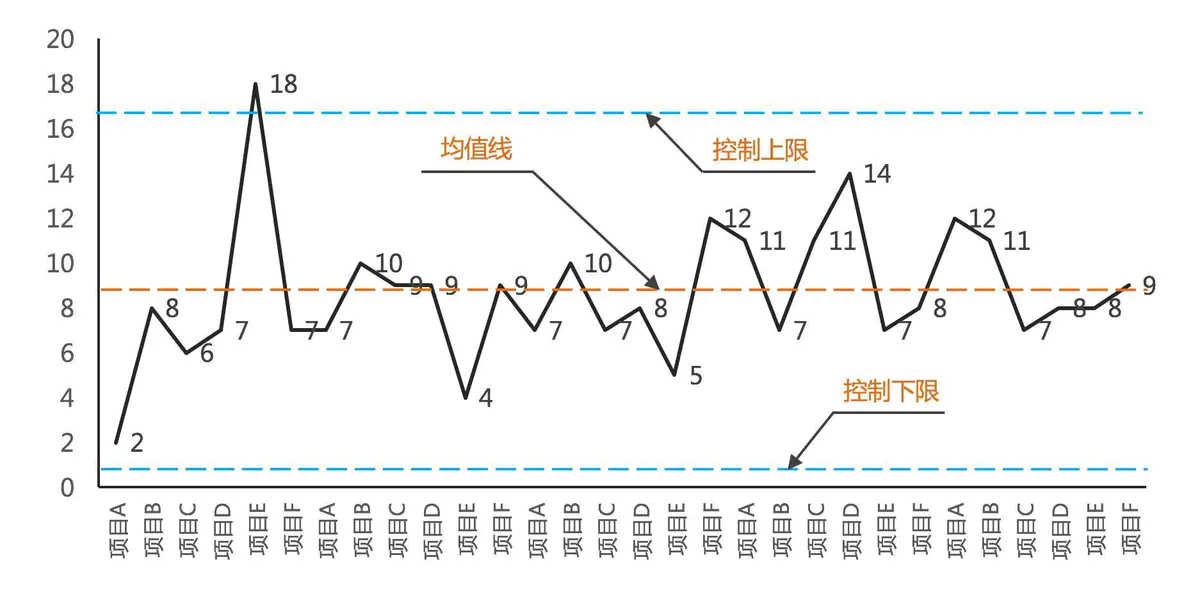
【特别说明】
也可以采用另一种方法来计算控制限,根据数学上对随机事件概率的研究,一个随机序列遵从正态分布,其平均值(也称期望)和标准差(也称均方差)分别为: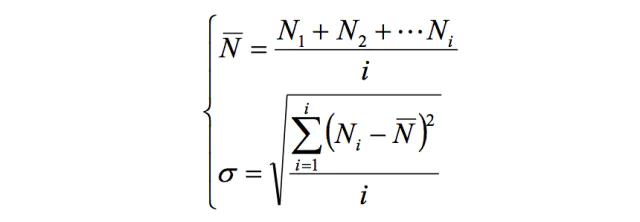
用这种方法计算出来的结果可能更严谨,但方法更复杂!
三、用控制图倾听“过程的声音”
控制图是随时间的推移用于监督、控制和改进过程的强大工具。数据能说话,有时很大声,有时很细声。控制图作为“过程的声音”能够恰到好处地发出声音,提供有用的信息。
1.影响过程的随机因素和特殊因素
影响过程绩效的原因有两种:随机因素和特殊因素。
随机因素引起的随机偏差是一种波动,是在一个稳定过程中由各种未知因素引起的,其导致的结果是围绕平均值随机分布的一种波动。随机因素引起变差可以用来测量过程的潜在的能力,或者把该过程的特殊因素清除后过程的性能将是什么样。因此,可以用它来测量过程的技术。随机因素引起的偏差可以称为噪音,这种偏差是无法控制的。
当一过程仅受随机因素影响,从而关键指标的平均值和偏差都基本保持稳定时,称为受控制状态。
特殊因素引起的偏差是由于特定因素(譬如环境条件)的改变导致的结果。这些偏差的因素是可以直接加以确定的,也是可以加以消除的,它是过程控制的时候需要加以消除或改进的因素。
2.用控制图倾听“过程的声音”
控制图对于分析那些旨在不断追求稳定结果的重复性过程很有用。完成了控制图之后,就要对数据进行分析。因为控制图能够显示出过程的绩效,因此也被称为“过程的声音”。根据控制图中的控制限,就可以知道可预期的结果是什么。控制限是统计计算得出的,代表一个过程的正常绩效区间。
控制图可以:
(1)揭示过程中偏差的本质。
(2)指出什么情况是正常的。
(3)指出什么情况是不正常的。
在前述案例中,100份样本中的任何一个项目在一个工作日都可能出现2-16次故障。缺陷数的区间不会发生变化,除非过程发生了变化。任何重复性过程都会有偏差。其结果不可能完全相同,而是会出现波动。控制限就是波动的上限和下限,让人们能够合理预计一个过程的绩效。
解读控制图并不复杂,落在控制限之外的数据点都是特殊因素导致的特殊偏差,需要对此开展调查。在本例中,项目E在周一出现了18个故障,就是一个特殊因素(例如,一个新员工未经培训就加入了使用者的行列)导致的结果,应该对这18个鼓掌展开调查,澄清原因并迅速消除这些特殊因素。同样,连续7个点落在均值上方或下方时,也认为过程受到的特殊因素的影响,已经失控。一旦发现异常就要及时采取必要的措施加以消除,使过程恢复稳定状态。
3.控制图的适用场合
控制图用来确定一个过程是否稳定,或者是否具有可预测的绩效。控制图可用于监测各种类型的输出变量。虽然控制图最常用来追踪批量生产中的重复性活动,但也可用来监测成本与进度偏差、产量、范围变更频率或其他管理工作成果,以便帮助确定项目管理过程是否受控。
具体而言,控制图可用于:
(1)希望对过程输出的变化范围进行预测时;
(2)判断一个过程是否稳定(处于统计受控状态)时;
(3)分析过程变异来源是随机性还是非随机性时;
(4)决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变;
(5)希望控制当前过程,问题出现时能觉察并对其采取补救措施时。
总之,控制图是:
(1)实时图表化反馈过程的工具。
(2)按时间序列展示过程的个性/表现。
(3)涉及用来区分信号与噪音。
(4)侦测均值及/或标准差的变化。
(5)用于决定过程是稳定的(可预测的)或失控的(不可预测的)。
作者:郭致星
链接:https://www.jianshu.com/p/4f03a8285c7f
来源:简书
著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。

若有收获,就点个赞吧
0 人点赞
