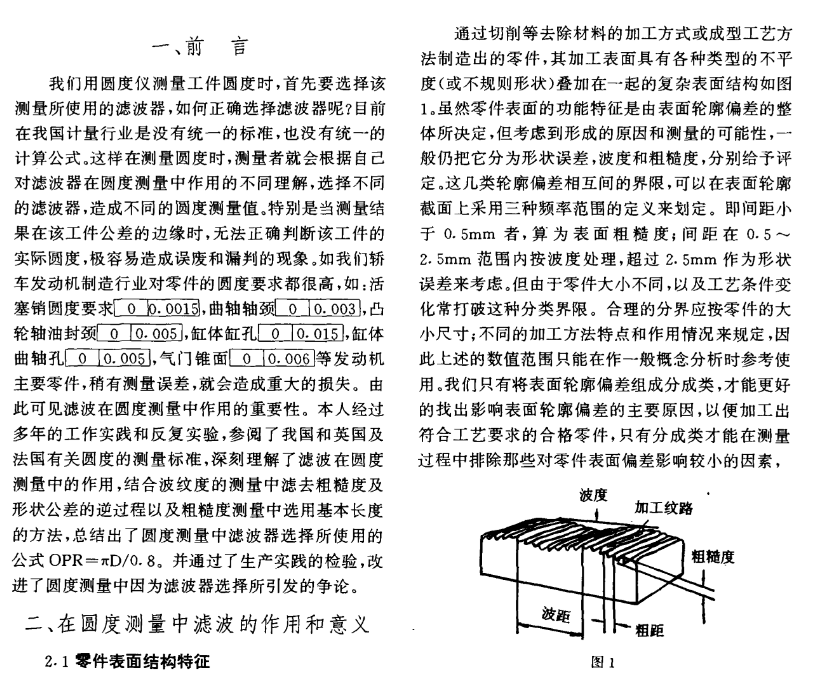
加工表面质量
加工表面质量评价参数
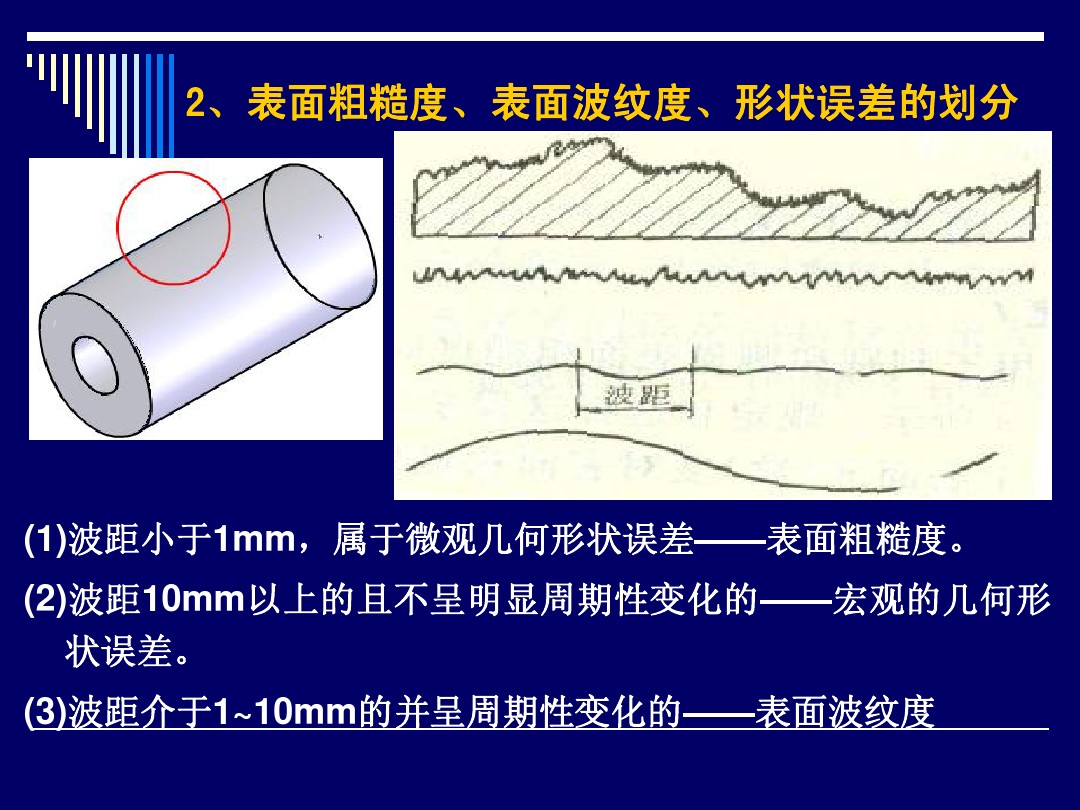
粗糙度、波纹度及宏观轮廓的区分
原始轮廓曲线(P曲线)
P曲线(原始轮廓):是粗糙度测量仪的触针在工件表面的一定长度内的扫描轨迹(垂直与加工纹路的切断曲线)所得到的结果。没经过滤波处理<br />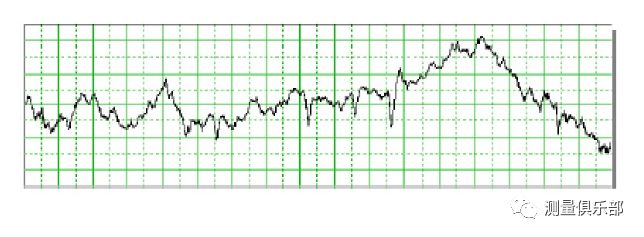
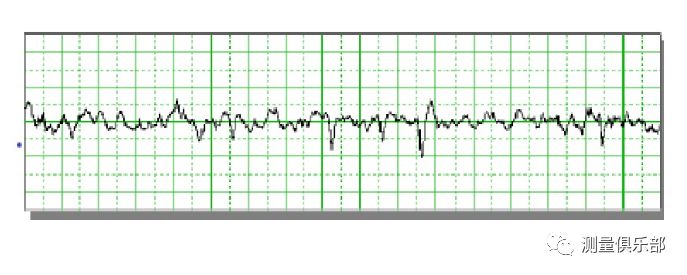
粗糙度曲线(R曲线)
是对轮廓曲线实施滤波处理。把波长较长的成分滤掉之后所得到的曲线。使用高通滤波器。
表面粗糙度
表面粗糙度定义
加工表面上留下的凹凸不平的痕迹,这些痕迹有许多微小的凸峰和凹谷组成。其微小峰谷的高低及细密程度构成微观几何形状特性称之为表面粗糙度。
基本绘图符号
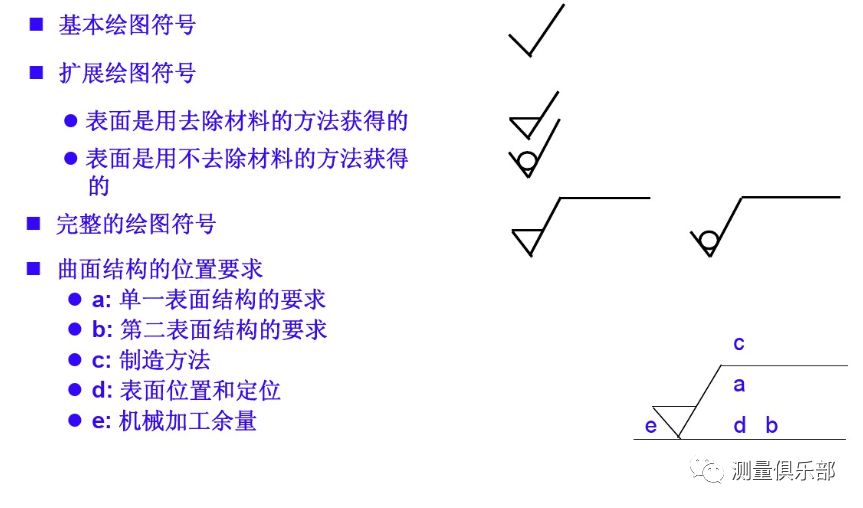
表面粗糙度的发展历程
1918年,飞机工业对零部件制造提出轻质量高强度要求,开始关注表面加工痕迹。
20~30年代,各工业国家广泛使用”▽“来定性的衡量表面加工质量。
40年代,美国Abbott提出波峰深度和支撑长度曲线评定法,从而奠定了定量评价的基础。
50~60年代,各个工业国家纷纷制定自己的评价标准,并研发相关仪器。
粗糙度评价的意义
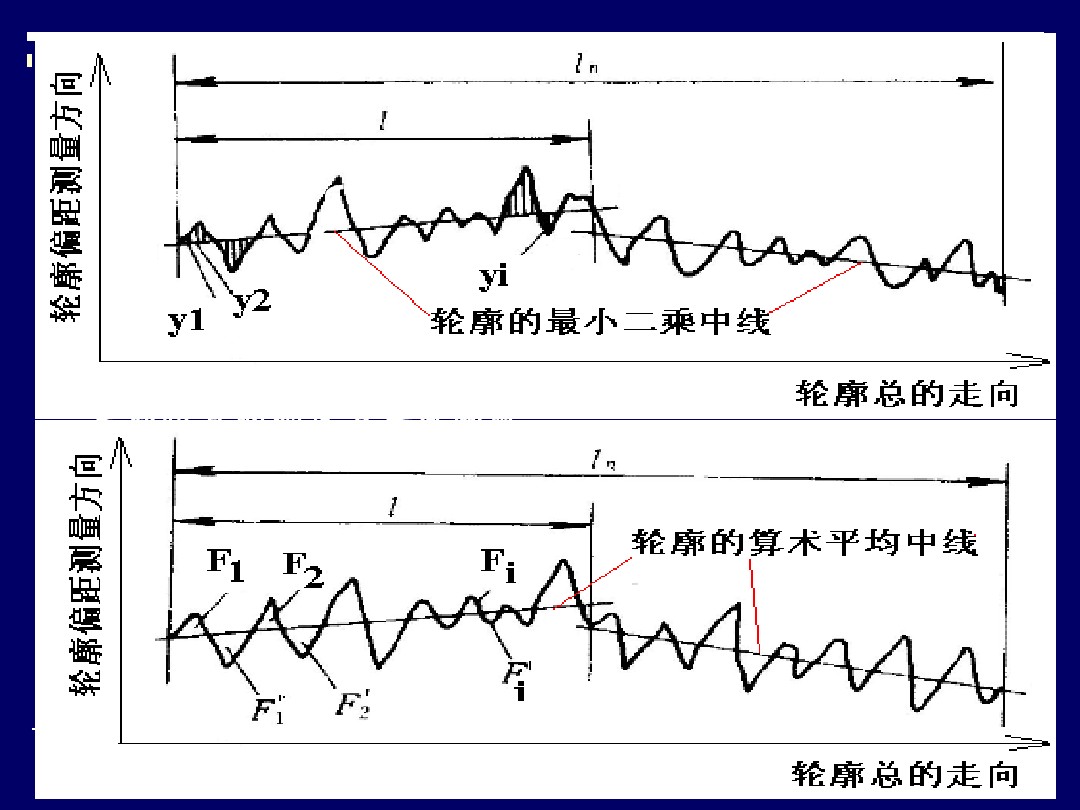
评价方法
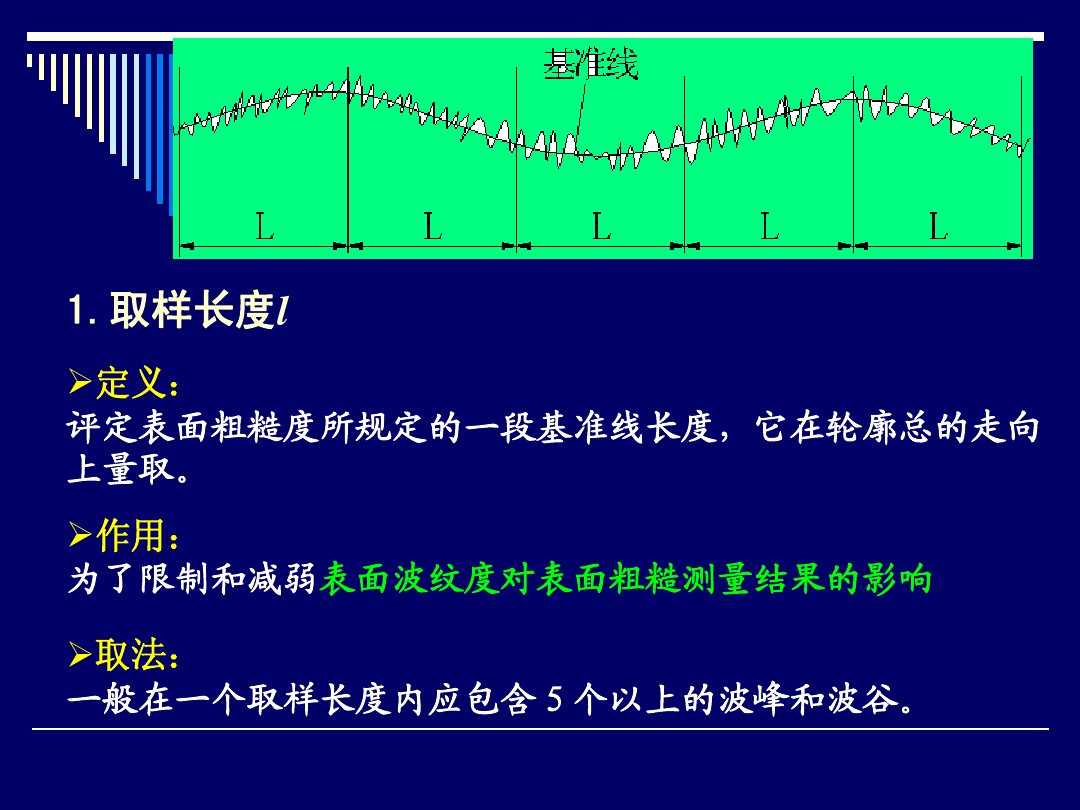
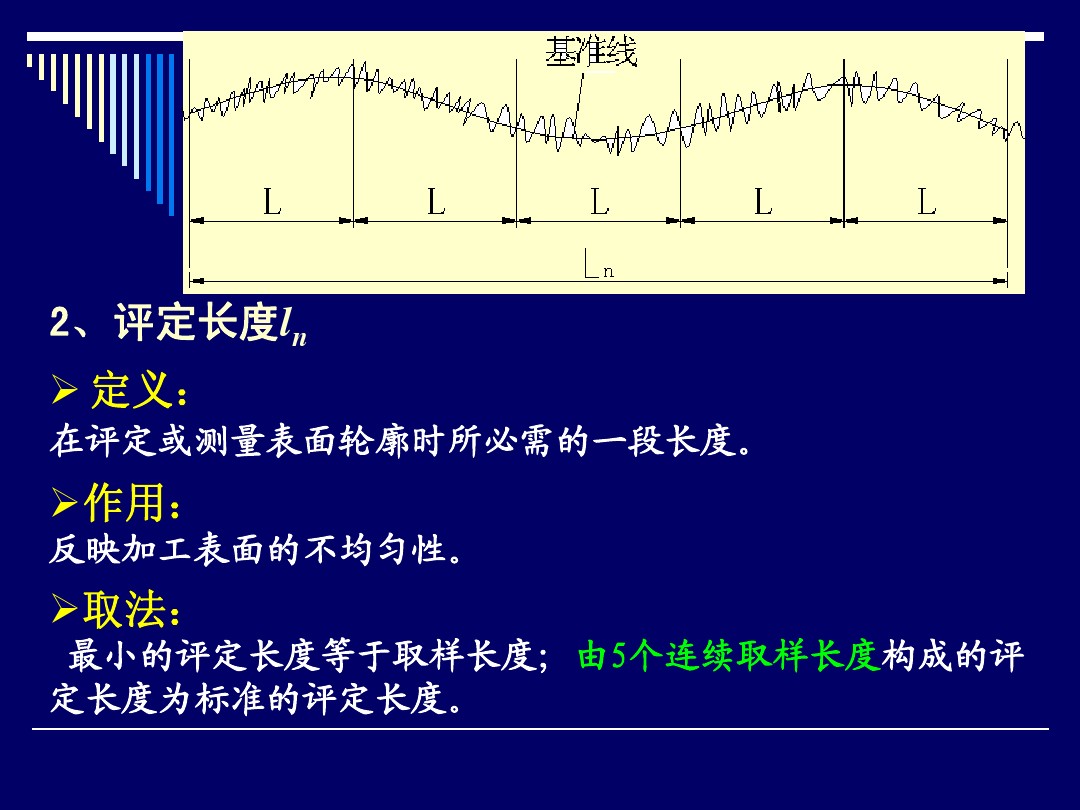
取样长度
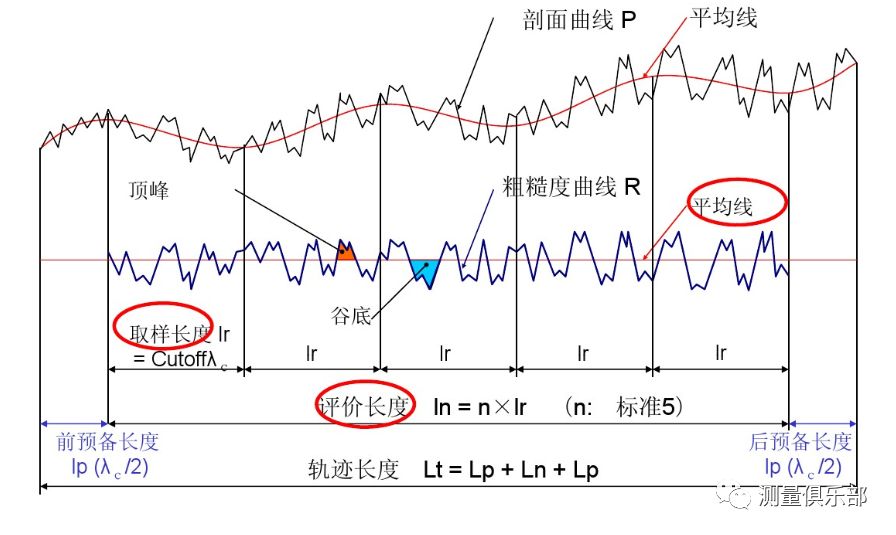
评价长度
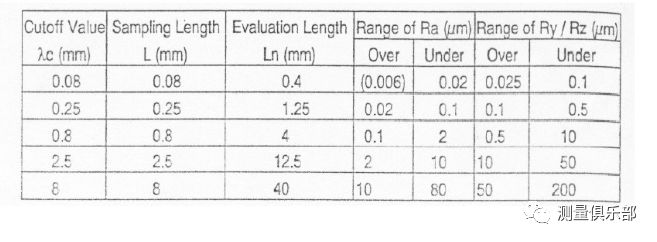
取样长度&评价长度参考表
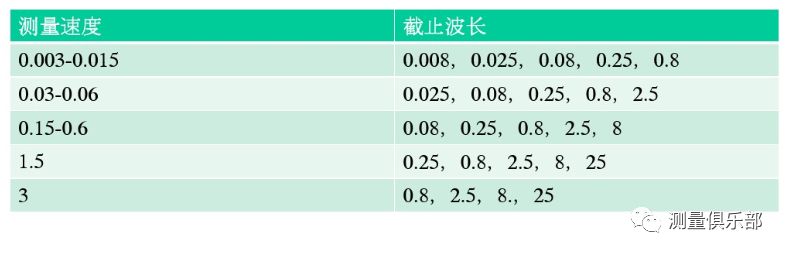
测量速度选取
粗糙度评价参数
评价参数汇总
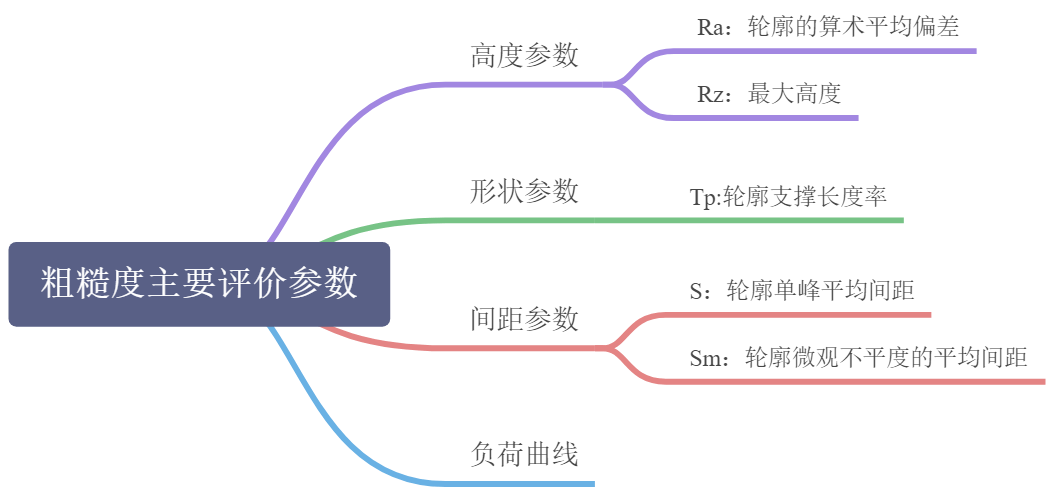
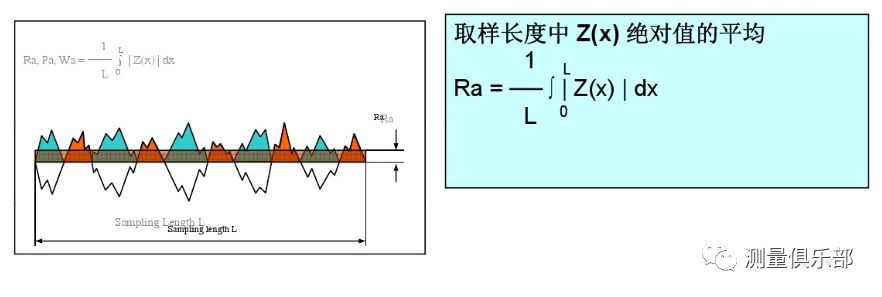
Ra:轮廓的算术平均偏差
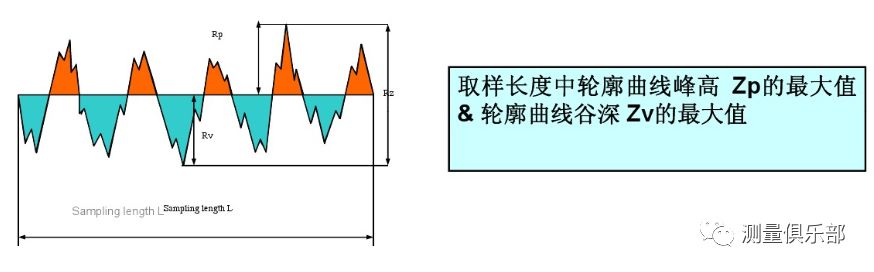
Rz:最大高度
形状参数
Tp- surface bearing ratio.pdf
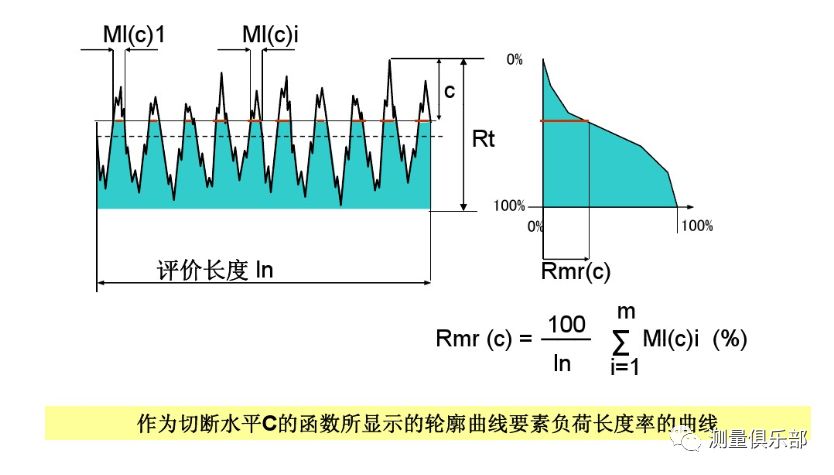
轮廓支撑长度率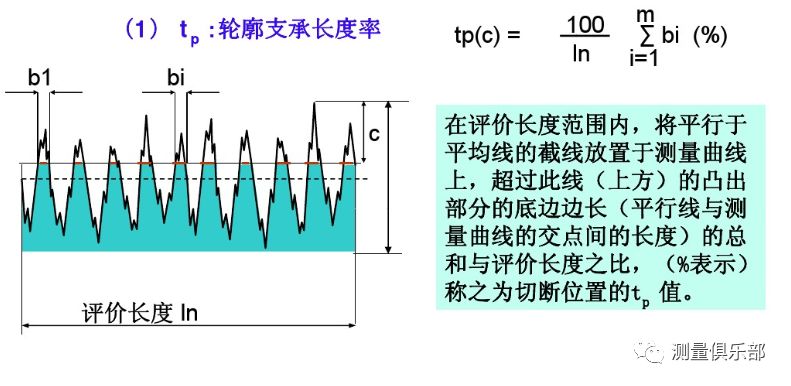
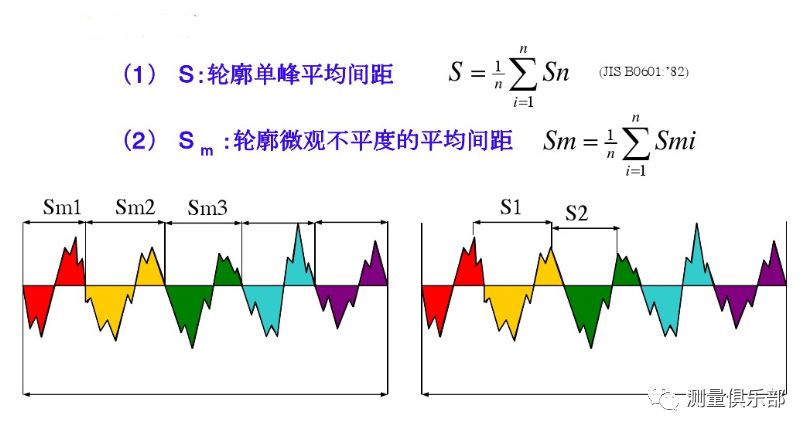
间距参数
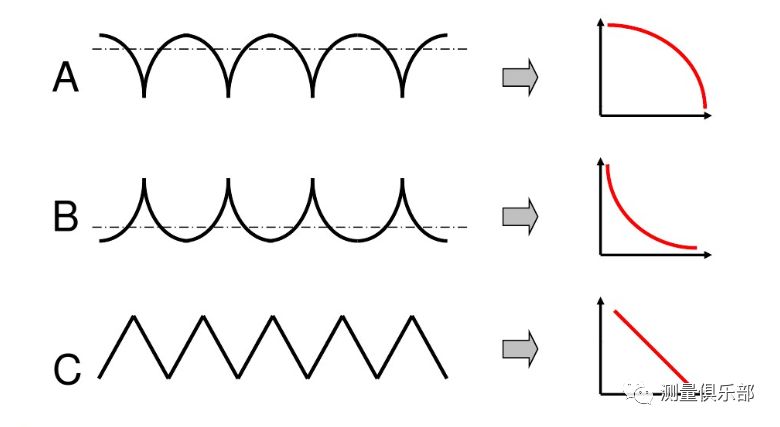
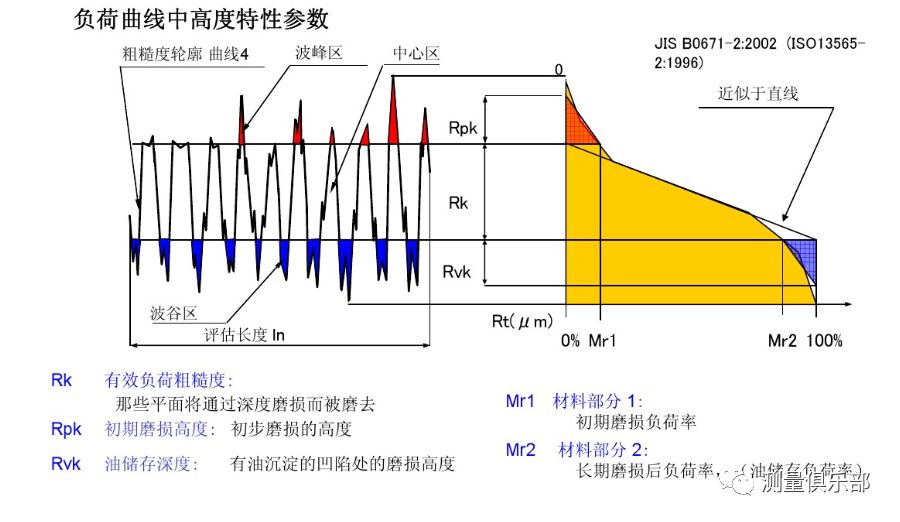
负荷曲线
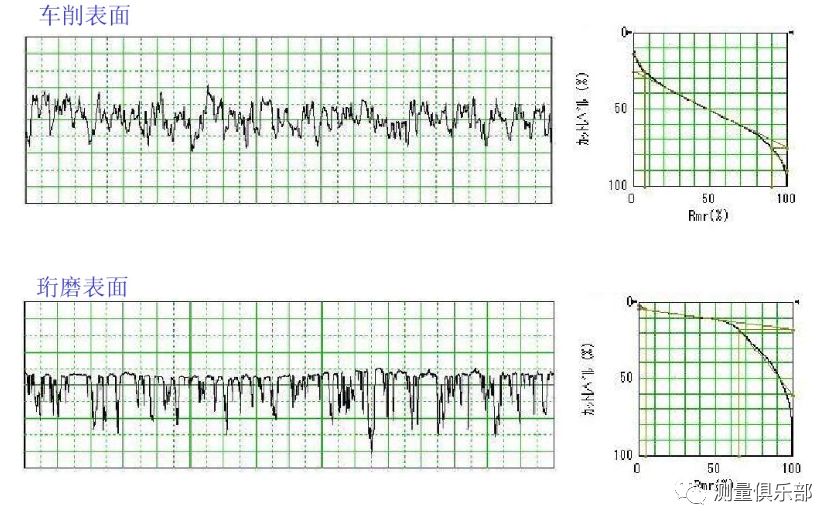
实际工件表面的负荷曲线
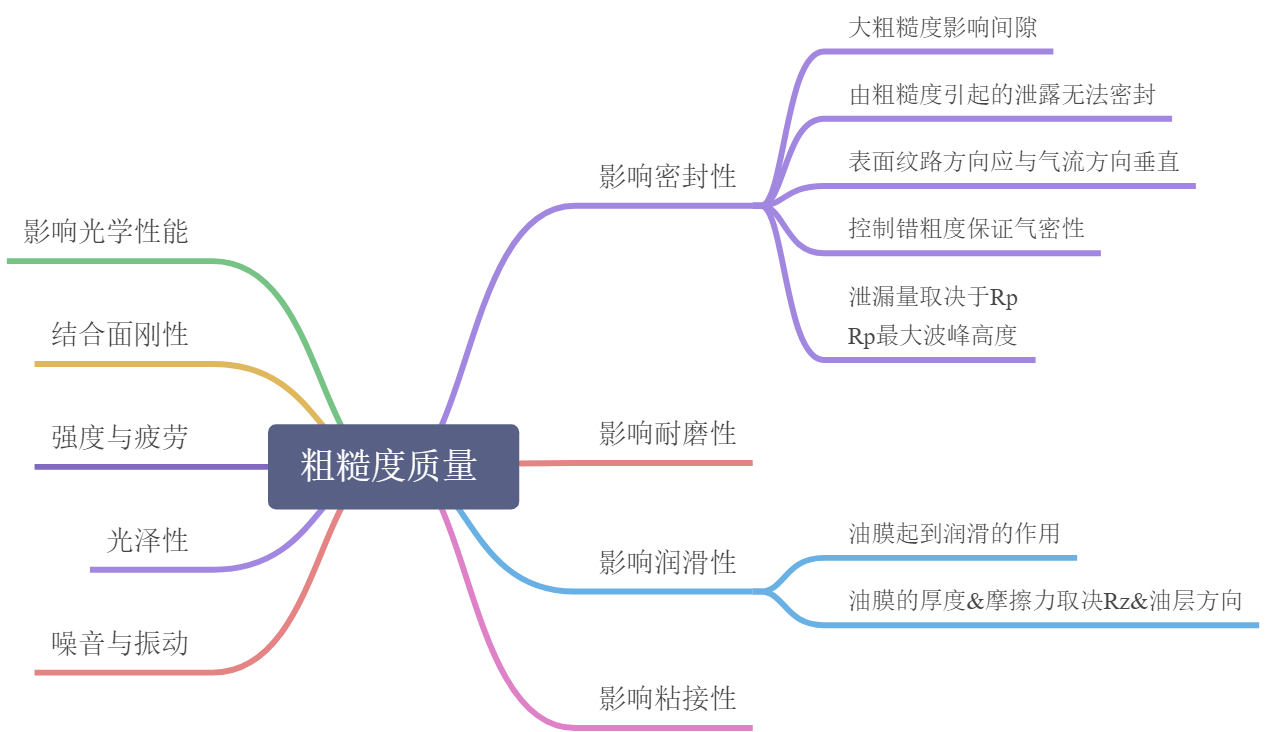
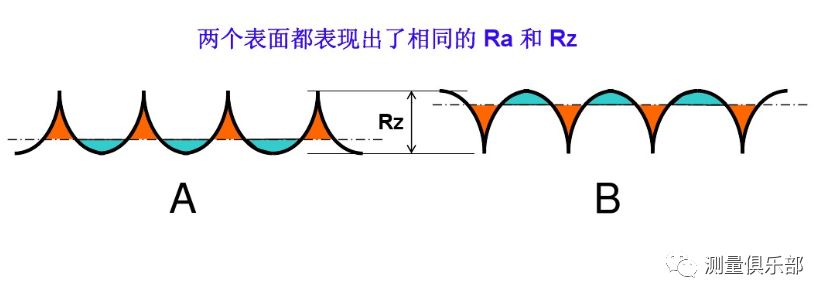
粗糙需要为什么这么多参数?
表面粗糙度的功能&参数


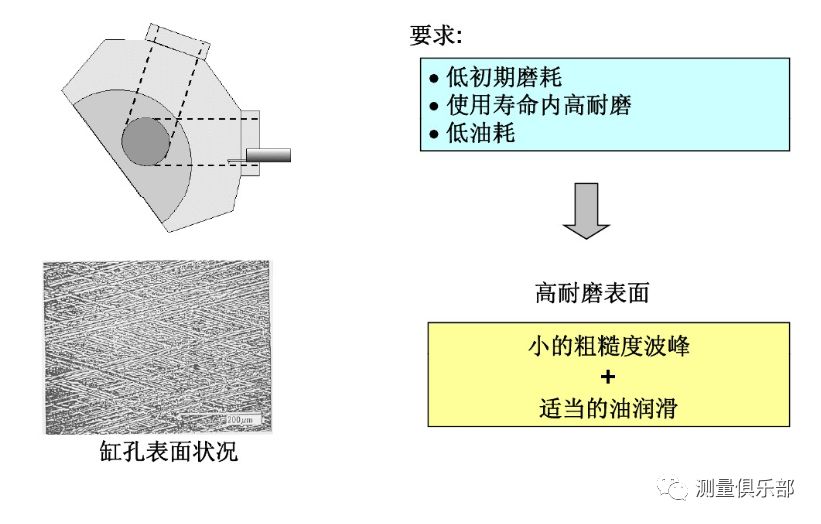
粗糙度应用-缸孔
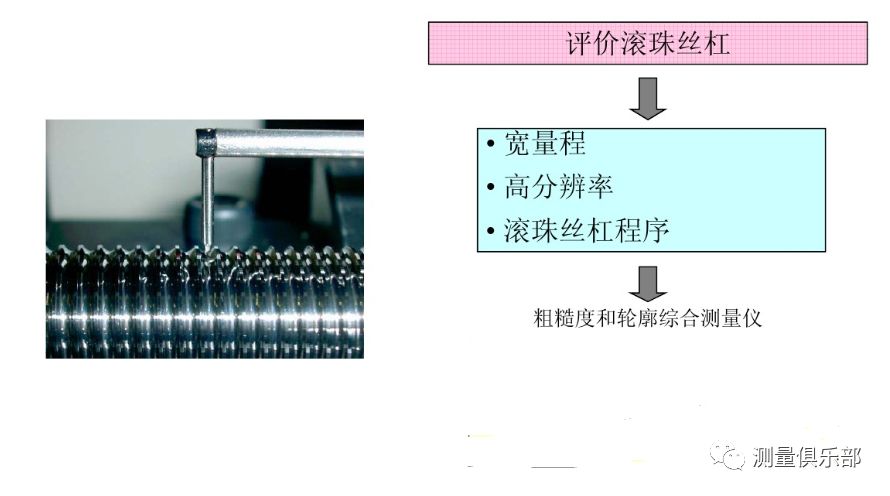
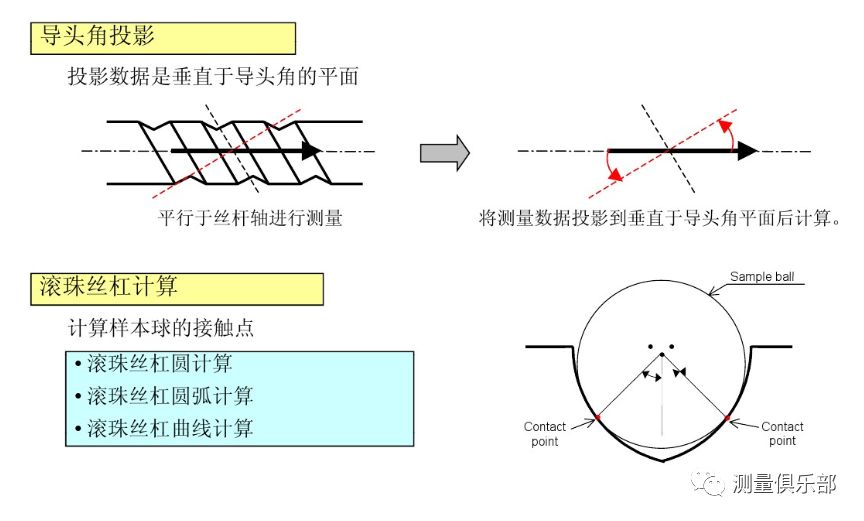
轮廓形状测量的应用-滚珠丝杠
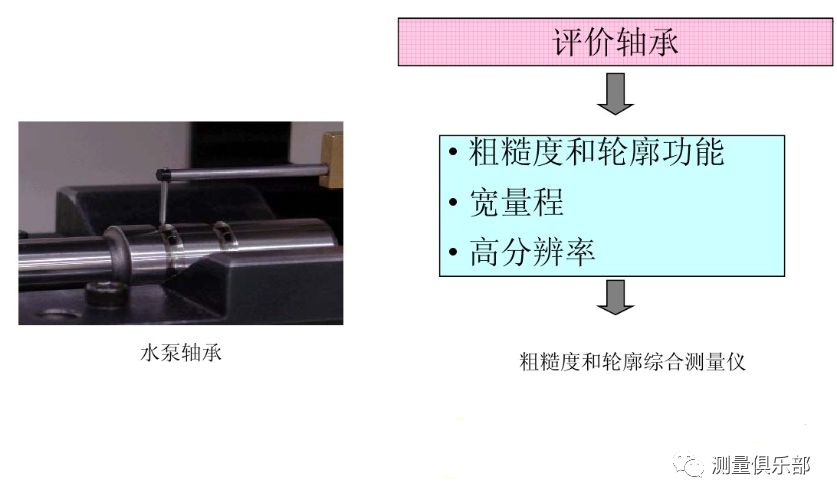
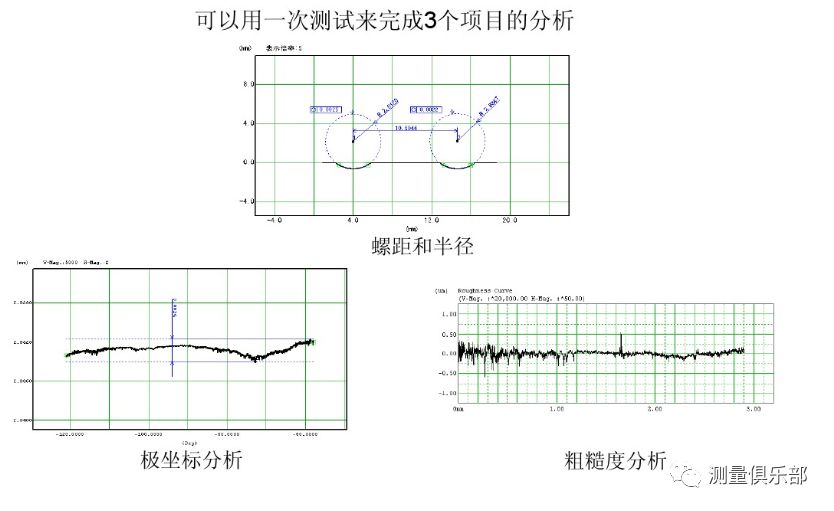
轮廓形状测量的应用-轴承
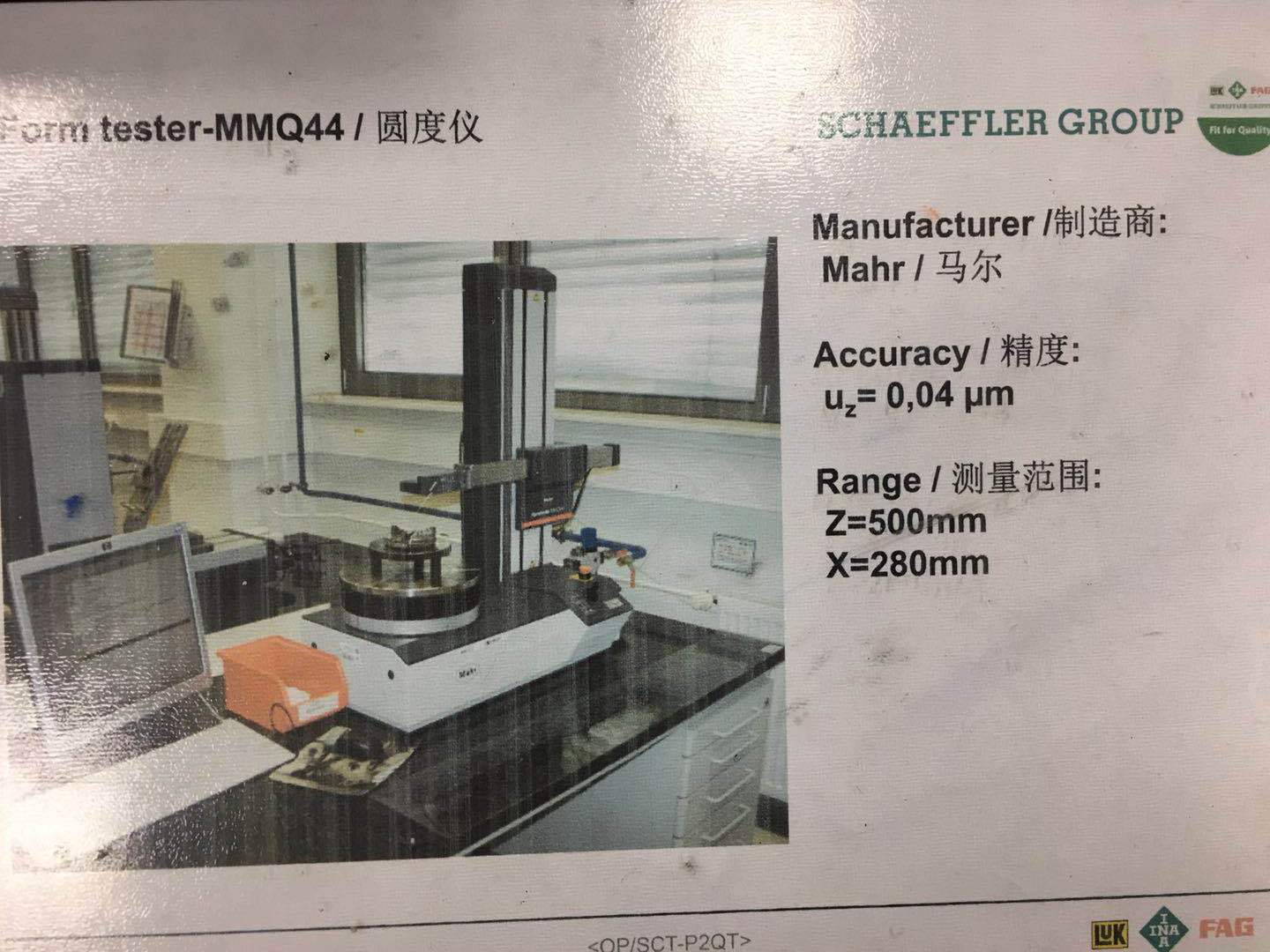
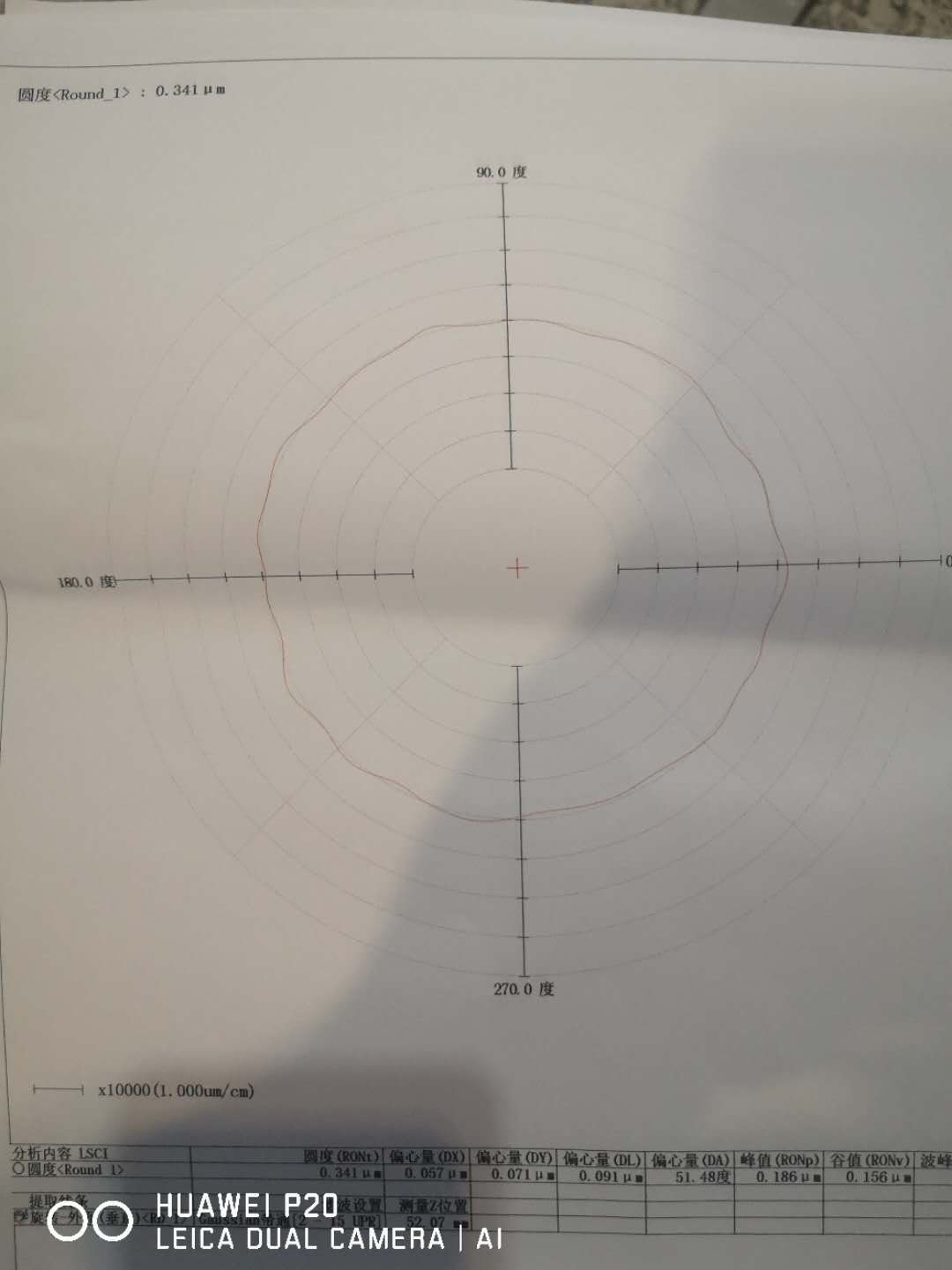
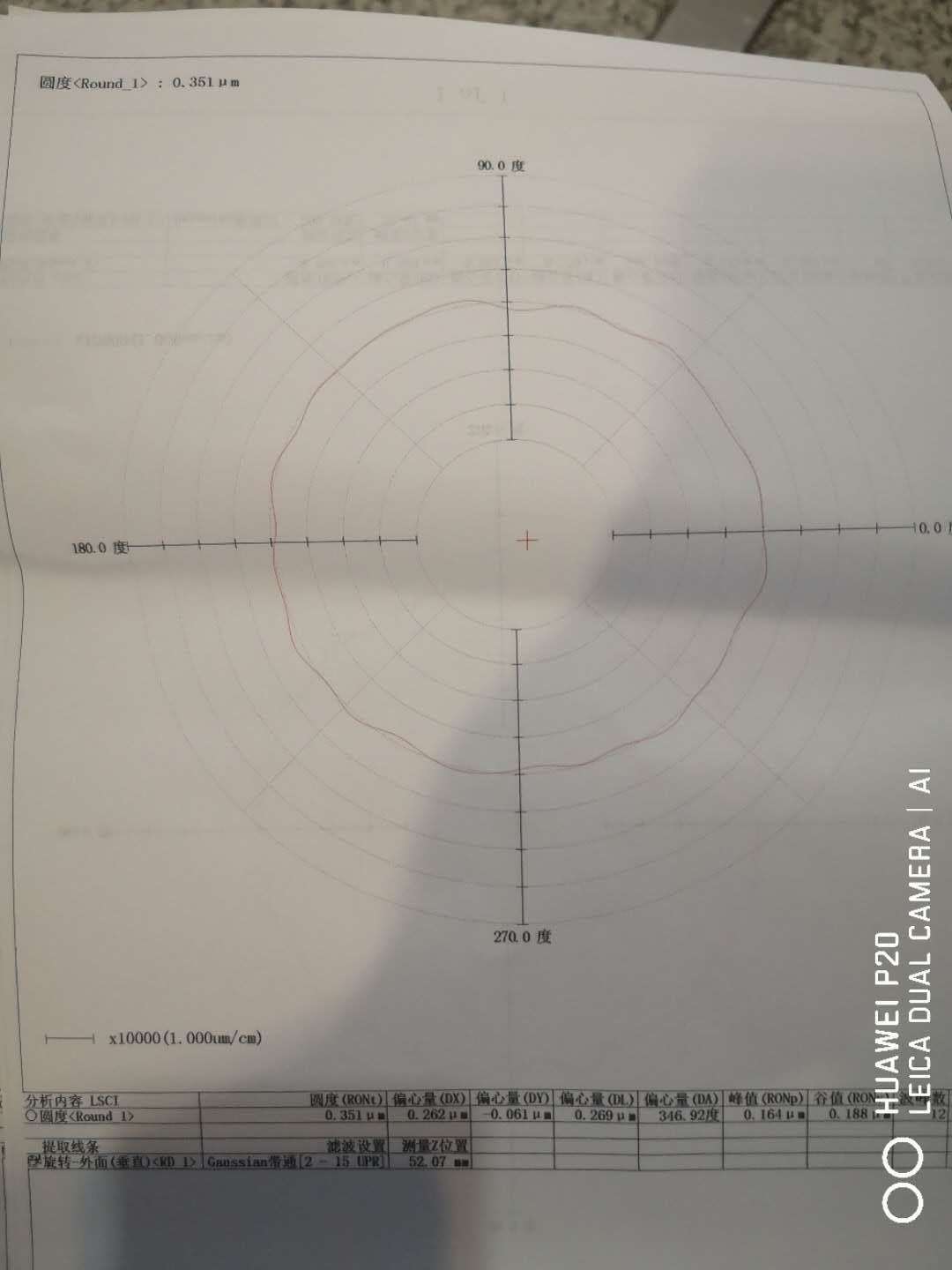
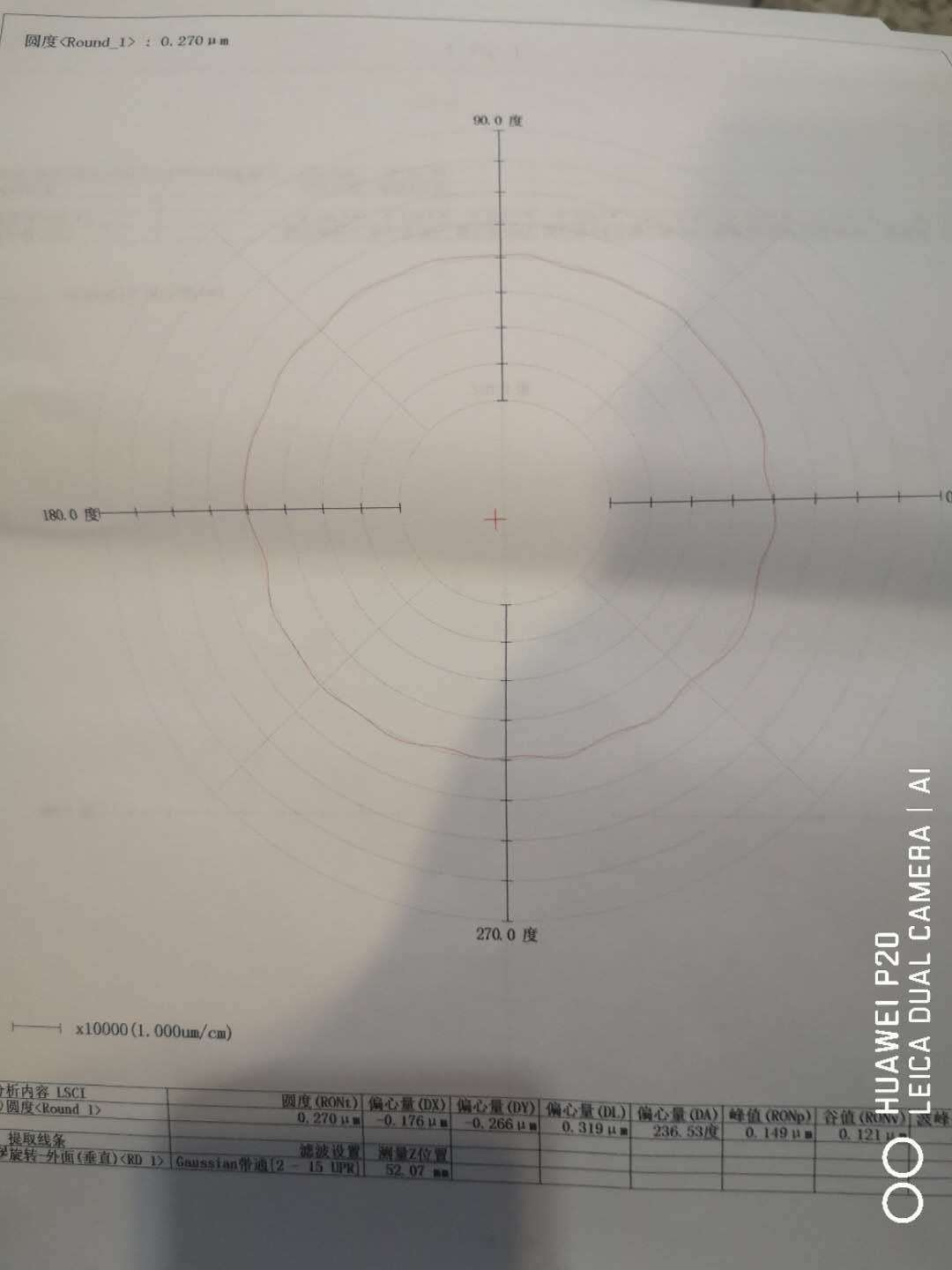
圆度
圆度滤波值得意义
圆度测量是的滤波器为低通滤波器,滤波值的意义为工件旋转一周所含的波数。
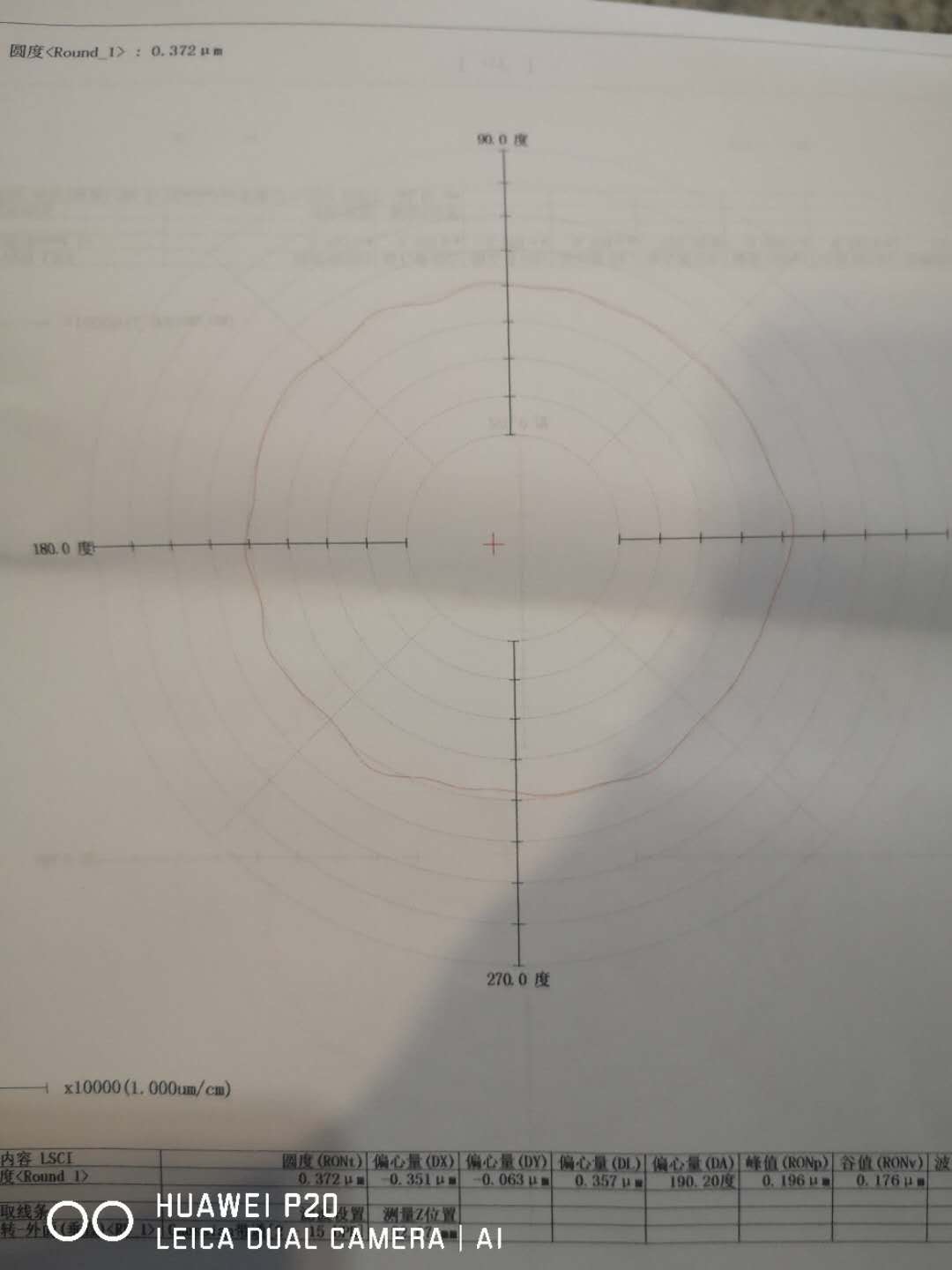
精磨滤波值选取计算公式为:OPR =πD/0.8
参考论文
圆度检测报告

若有收获,就点个赞吧
0 人点赞
