滚珠丝杠加工工艺
滚珠丝杠切槽加工方法
滚珠丝杠是一种高精度、高刚性的零件,广泛的应用于各种机床中。工作时需要准确的定位工作台位置,并
需要将旋转运动转换为直线运动,而且还要传递一定的扭矩。所以滚珠丝杠需要具有高精度、高强度及高耐磨性的特点。
为了获得较高的硬度、耐磨性及抗冲击性,通常滚珠丝杠加工时需要进行特殊热处理加工,热处理后丝杠表
面硬度可达58~62hrc。热处理后为提高丝杆的几何精度,传统采用磨削工艺。但随着刀具机床行业的发展,越来越多的厂商采用硬车或者硬铣来进行丝杠热后加工。
硬车/硬铣相对磨削的好处
- 一般情况下,硬车&硬铣的去除率是磨削的3~4倍,所消耗的能量是磨削的1/5;
- 硬车/硬铣丝杠可比传统工艺减少3~5道工序,一次成形铣削,提高加工效率;
- 硬车滚珠丝杠表面光洁度可达到Ra0.4,采用修光刃,粗糙度变差的时间可进一步延长,
- 硬铣工艺相较于磨削工艺,铣削速度更高,进刀切削量较小,可避免磨削量过大带来的滚道退火的问题
- 硬车/硬铣工艺均为更环保的干式切削,如果尺寸受环境影响较大可以进行风冷。
硬车滚珠丝杠
硬车滚珠丝杠刀具材质需要具备较高硬度、高耐磨性及良好的耐冲击性能等。根据以上要求推荐整体聚晶
CBN刀具BN-S20材质,此材质采用纯陶瓷作为结合剂、纳米级超细晶粒CBN经过高温高压烧结而成,具有良好的耐冲击性能,耐磨性能。可实现大余量切削,不仅省去了二次退火和二次淬火工序,更解决了磨削加工的难题。
可根据滚珠丝杠要求定制刀片,使其效率大幅提升并能保证0.003mm的齿形误差。
硬铣滚珠丝杠
CBN刀片通过焊接的方式安装在硬质合金基体上,之后安装在铣刀盘上。通常旋风铣刀盘需要3~6片刀头,因
此保持所有刀头的一致性是其中的关键。
硬铣加工属于成形加工,滚珠丝杠的法向截面与刀头的形状完全一致。因此当铣刀盘上的刀头出现齿形、倒
棱出现不一致的情况,就势必会到导致相邻铣削截面的差异,造成滚珠是丝杠周期性的波动,工件的加工精度与表面粗糙度必然受到影响。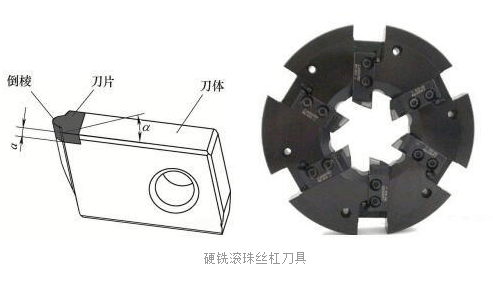

若有收获,就点个赞吧
0 人点赞
