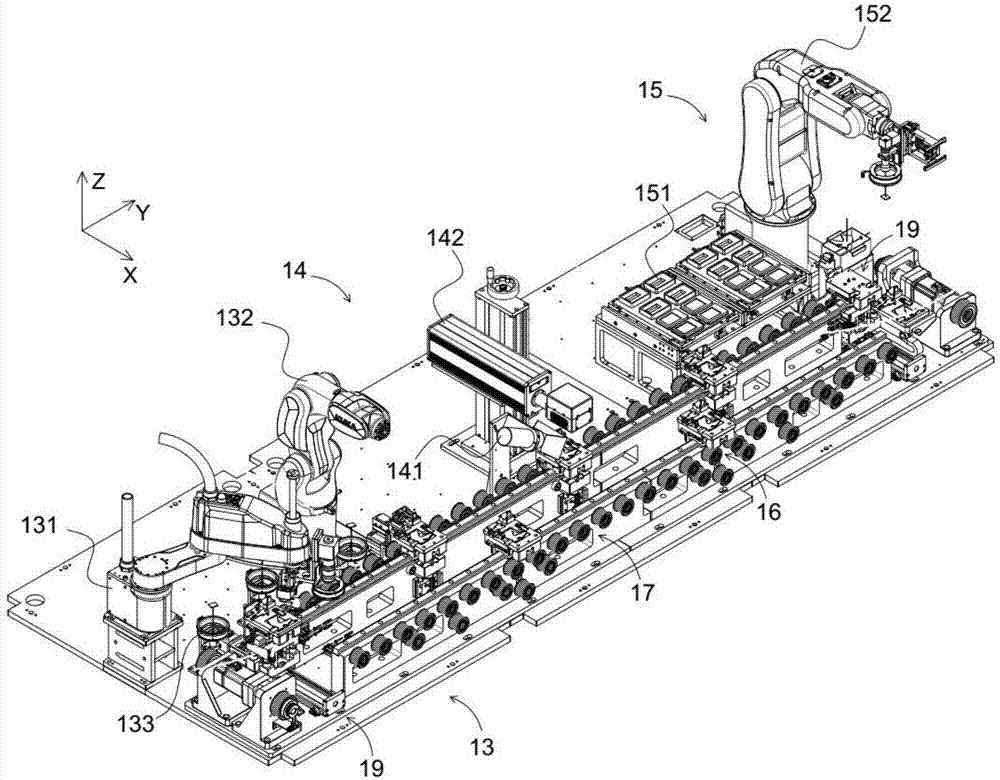
当客户要求生产一系列不同类型的产品时,设备随产品变化而加工不同类型的产品,譬如,非标终端设施的切换、控制程序自动下载更换。这就不得不引出“柔性生产线”这个概念,对于定位为智能创新企业者来说是一项刚需,无论是在加工层面:提升加工效率、完善产品精度、满足用户个性化需求,还是基于管理层面的加强过程监控、简化企业管理,最终达成全数字化工厂的目标来说,它都大有益处。


1. 了解控制要求
1.1 设备可做两种型号的产品,用一个选择开关进行切换选择
1.2 当开关接通时,做大型号的产品,按下启动按钮后,加工10秒自动停止
1.3 当开关断开时,做小型号的产品,按下后动按钮后,加工5秒自动停止
2. **分配io点位
3. 知识点
3.1 认识定时器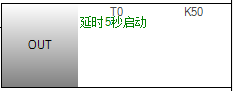
T0是定时器编号,K50是延时时间,注意:这里的定时器是以100ms为单位的
3.2 认识PLC内部的辅助继电器—-触点
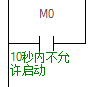
M0是内部辅助继电器,和输入输出继电器不同,它不对外输出,也不会直接接收外部信号
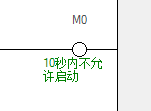
3.3 认识PLC内部的辅助继电器—-线圈
3.4 熟悉常用的快捷键
F2 写入模式
F3 监控模式
SHIFT+F3 在线监控
F4 在线写入
CTRL + 上下左右箭头 进行连线和删除
SHIFT + ENTER 修改值
SHIFT + INSERT 插入一行
CTRL + INSERT 插入一列
4. **编写梯形图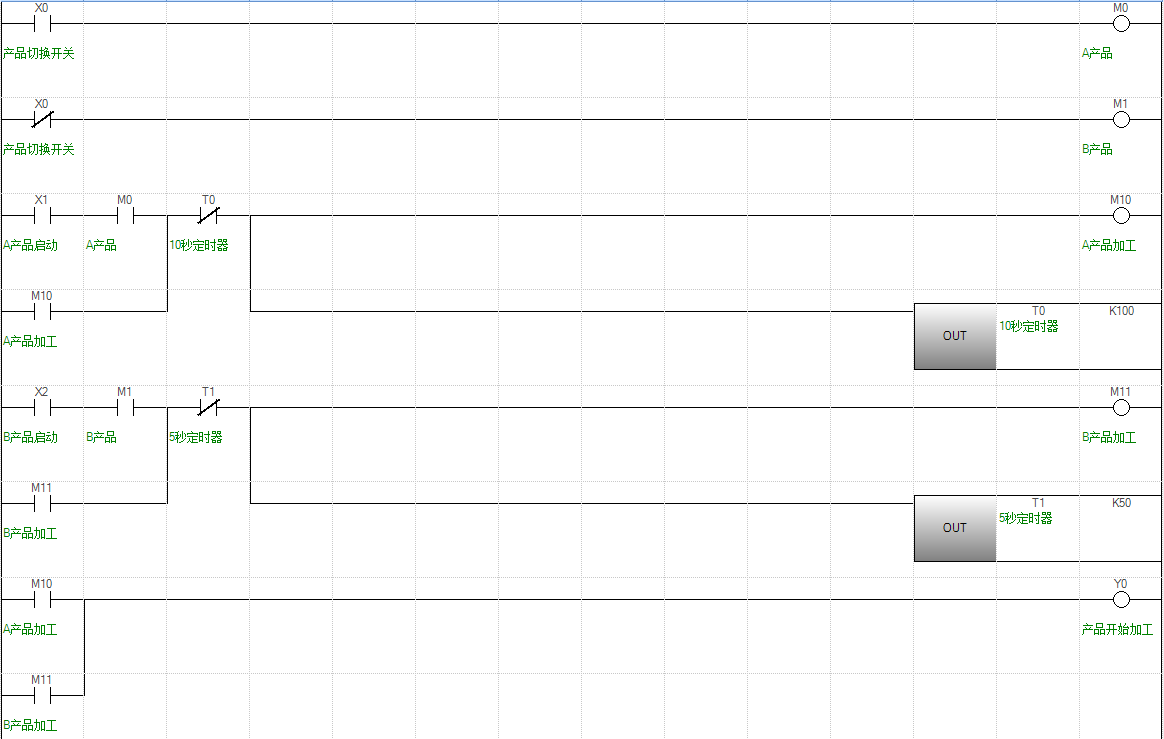
看了以上的图文讲解,相信大部分人已经明白了这节课讲述的知识点了,但是估计很多小白最关心的还是怎么在电脑软中写程序吧!那就上最直接的干货,手把手教大家从0基础学习三菱PLC编程软件的操作,注意哦!是真正的0基础教学,请大家认真看完下面几个视频,保证你能**听的懂!学得会!让你知其然还要知其所以然! **点击视频右下角全屏播放效果更佳。
 苏州佳途信息科技有限公司成立于2015年初,位于苏州工业园区独墅湖畔,股东背景雄厚,先后获得了中路股份(股票代码:600818)、帮实科技(股票代码:872038)厚石资本、江山恒创等多家上市公司及地方国资委创投基金投资入股。**公司下设“佳途机器人学院”,专门从事工业机器人及自动化领域的技能培训,已成为国内较为领先的工业自动化人才专业培育机构。
苏州佳途信息科技有限公司成立于2015年初,位于苏州工业园区独墅湖畔,股东背景雄厚,先后获得了中路股份(股票代码:600818)、帮实科技(股票代码:872038)厚石资本、江山恒创等多家上市公司及地方国资委创投基金投资入股。**公司下设“佳途机器人学院”,专门从事工业机器人及自动化领域的技能培训,已成为国内较为领先的工业自动化人才专业培育机构。

若有收获,就点个赞吧
0 人点赞
