成本构成:
- 材料:按照重量计算,依赖毛坯的大小和材料的密度
- 工艺:统称为后处理。不同工艺有专用的计算逻辑
- 机加工(主要由人工填写):依赖工件的形状(圆柱或非圆柱)和时间进行计算
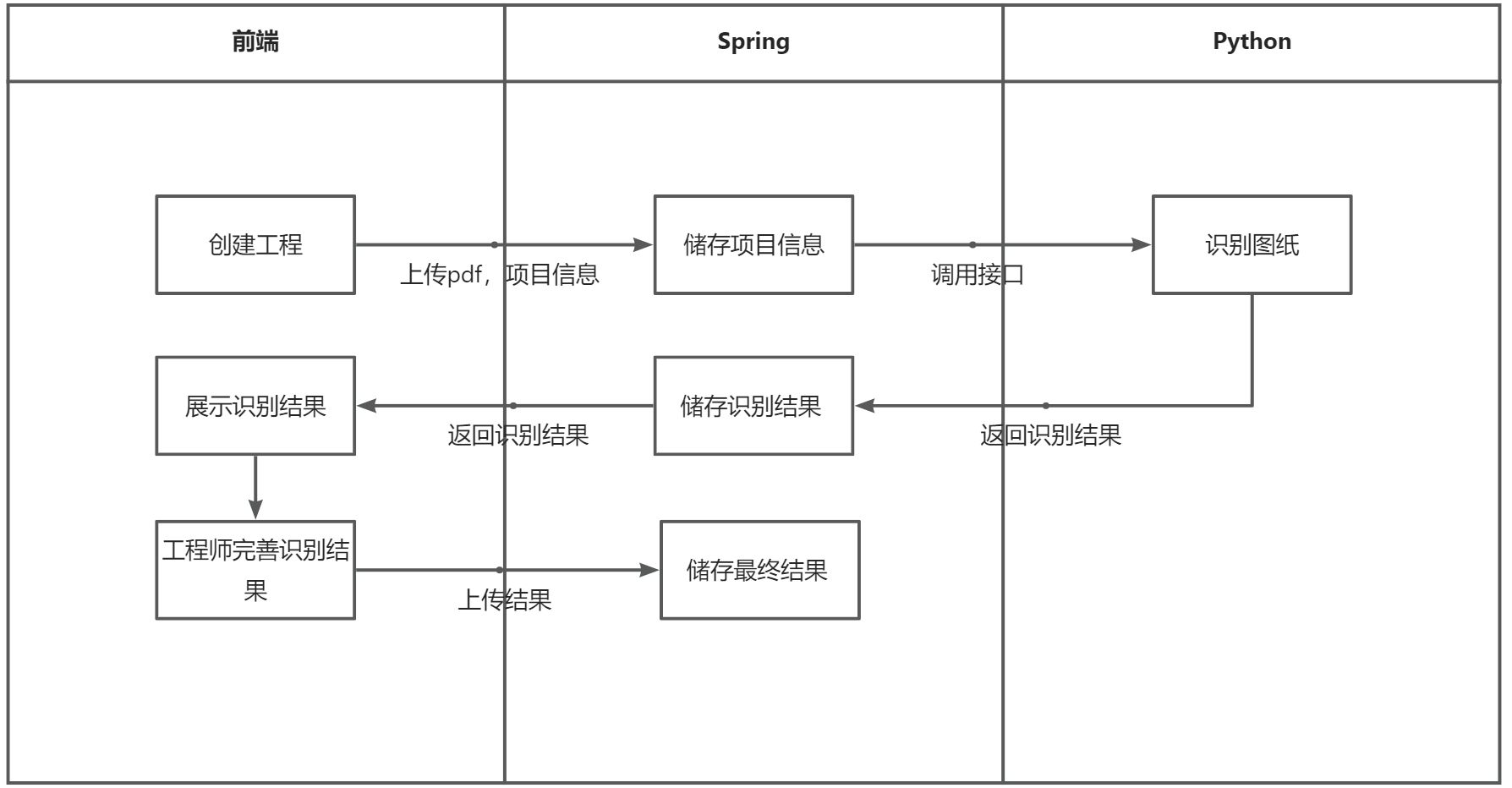
过程描述及问题分析:
- 创建项目,PDF上传到后端服务器,后端服务器将PDF拆分成子件。
- 标注子件的的位置
- 将拆分好的组件保存,要求工程师标注好子件尺寸的位置
- 标注哪些信息:1.notes 2.长宽高外径 3.器械名称 4.打标位置
- 对标注的信息进行分析,获取毛坯料以及工艺信息
- 使用图像文本识别将图中标注的信息抓取下来
- 从note信息中提取工艺信息、使用材料(使用ai进行分析)
- 从标注的长宽高获取材料毛坯的用量
- 确定毛坯料的种类用量和工艺耗时
- 计算工艺耗时需要依赖毛坯的大小
- 不同工艺有专用的计算逻辑
- 制造工程师、工艺工程师审核填写加工工时,补充外协相关工件
- 导出产品总装EXCEL
风险分析:
设计要求:
- 私有化部署,保证数据安全
- 共同编辑,完成报价表的确认验证
实现思路:
技术选型
表设计:
问题:
- 如何判断子件的大小和工艺的子分类,没有给出判断标准
- 如何选择车加工,没给标准
工程表
| 字段 |
说明 |
| 所属工程 |
|
| 工程名称 |
|
| 工程信息 |
可以包括创建信息、 |
| 子件编号 |
|
| 工艺编号 |
由图纸中获取 |
| 工艺耗时 |
|
| 材料编号 |
由图纸中获取 |
| 材料用量 |
|
| 车加工编号 |
工程师填写 |
| 车加工耗时 |
工程师填写 |
工件表
子件表
| 字段 |
说明 |
| 子件编号 |
|
| 子件图号 |
|
| 子件所属项目编号 |
|
| 子件所属工件 |
|
| 批次数量 |
根据车加工耗时计算 |
| 毛坯长宽高 |
三个字段,暂时放在一起 |
工艺表
| 字段 |
说明 |
| 工艺编号 |
|
| 工艺名称 |
|
| 消耗单位 |
一般为min 有的外协可能是货币 |
| 子分类名称 |
比如电解分为杆子系列和非杆子系列 |
| 工件大小 |
大件、中间、小件 |
| 耗时 |
所有工序总耗时 |
车加工表
材料表
| 字段 |
说明 |
| 材料编号 |
|
| 材料分类 |
如棒料和板料 |
| 材料描述 |
|
| 第一单位 |
|
| 材料长度 |
有些材料有 |
| 图号 |
|
| 备注 |
活动图:
相关文件:
9296010-03-a.pdf
原材料棒料板料.xlsx
9296010-02-a.pdf
9296010-e.pdf
9296010-01-a.pdf
New Quote STOP 第三波-许小鱼_2024-02-26.xlsx
后处理工时设置标准.pptx

