一、壁厚的含义:
壁厚为一个塑胶零件最基本的结构特征,如果把塑胶零件的外表面称为外壁,把内表面称为内壁,那么外壁与内壁之间有一个厚度值,这个厚度值就称为壁厚,也称胶厚或肉厚。结构设计时软件上抽壳时所输入的值也可以说是壁厚。
二、壁厚的作用:
对于产品的外壳零件:零件外壁充当一个零件的外在皮肤,内壁充当一个零件的结构骨架,零件外壁可以通过表面处理使零件呈现不同外观效果,内壁把零件的其他结构(筋、螺丝柱、卡扣等)连成一个整体,使零件具有一定的强度,同时注塑成型时使得其他结构被填充满成为可能。零件的整个内外壁如无特殊要求(散热、装配)一般做成一个完整整体,这样零件才有足够的强度以及才能更好保护内部的零部件免受外界干扰或损伤。
对于产品的内部零件:一般作为起承载或连接作用的支架,零件的内外壁没有太严格的要求,可根据实际情况在外壁或内壁上创建其他结构(筋、螺丝柱、卡扣等),但是,为了便于生产制造(主要指注塑模具前后模分开时,为了让塑胶零件留在后模,零件的前模面,即零件的外壁一般尽量设计得简单,如无法避免,可通过调整前后模的拔模斜度,甚至在前模设计顶针或后模具设计一定的小倒扣),一般把其他结构设计在内壁上。
不管是外壳零件还是内部零件,壁厚提供零件一个模具顶针顶出的承接面,使得零件能够顺利被顶出。
三、壁厚的设计原则:
在塑胶件的结构设计中,壁厚是首先要被考虑的结构参数,它相当于一栋建筑物的地基,其他结构需要基于它的基础上创建,同时壁厚会对塑胶件的机械性能,成型性,外观,成本有很大的影响。因此壁厚应基于以上因素进行设计。
在上面介绍壁厚的含义时有提到,壁厚需要有具体的数值,如果有一个数值,代表是均匀的壁厚,如果有多个数值,代表不是均匀壁厚,均匀或不均匀的区别,下面再介绍,这里先介绍壁厚的设计应遵循的原则。
1、基于机械性能原则:
在上文介绍壁厚的作用时已经提到,不管是作为外壳零件还是内部零件,都需要有一定的强度,抛开其他因素,至少要考虑到零件成型时需要抵抗脱模力,零件太薄,容易因顶出而变形。一般来说,壁厚越厚,零件强度越好(壁厚增加10%,强度增加约33%)。但零件壁厚超过一定范围时,由于缩水和气孔等质量问题的产生,增加零件壁厚反而会降低零件强度,且重量会更重,注塑周期,材料成本都会增加。显然,单纯靠增加壁厚来提高塑胶件的强度并不是最优的解决方案,最好利用几何特征增加刚度,如肋、曲线、波纹面、加强筋等,具体可查阅这篇文章:产品变形,这锅谁来背?
不排除有些零件由于空间等因素的限制,其强度主要是通过壁厚来实现,这种情况下,如果强度是一个重要的考量因素,建议通过力学仿真来确定一个合适的壁厚,当然这个壁厚值也需要符合以下成型性原则。
2、基于成型性原则:
实际上壁厚就是模具前模与后模形成的型腔的厚度,当熔融的树脂填充满型腔并冷却成型后,就形成零件的壁厚。
1)那注塑充填过程中熔融的树脂是怎么流动的呢?
**
塑料在模腔内的流动可近似的看成层流。根据流体力学理论,层流流体可视为一层层彼此相邻的液体在剪切应力(引起材料沿平行于作用力的平面产生滑移而变形的力,即切向应力)作用下的相对滑移。
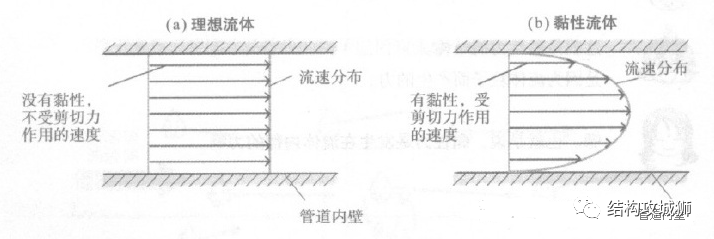
注塑过程中,熔融的树脂与流道壁(模具型腔壁)接触,使得紧贴流道壁(或模具型腔壁)的流层最先被冷却固化,速度为零,从而对和它相邻的液体层产生摩擦阻力。如此传递下去,于是形成中间流层速度最大,两侧近流道壁(或模具型腔壁)的流层速度递减的流动形式。
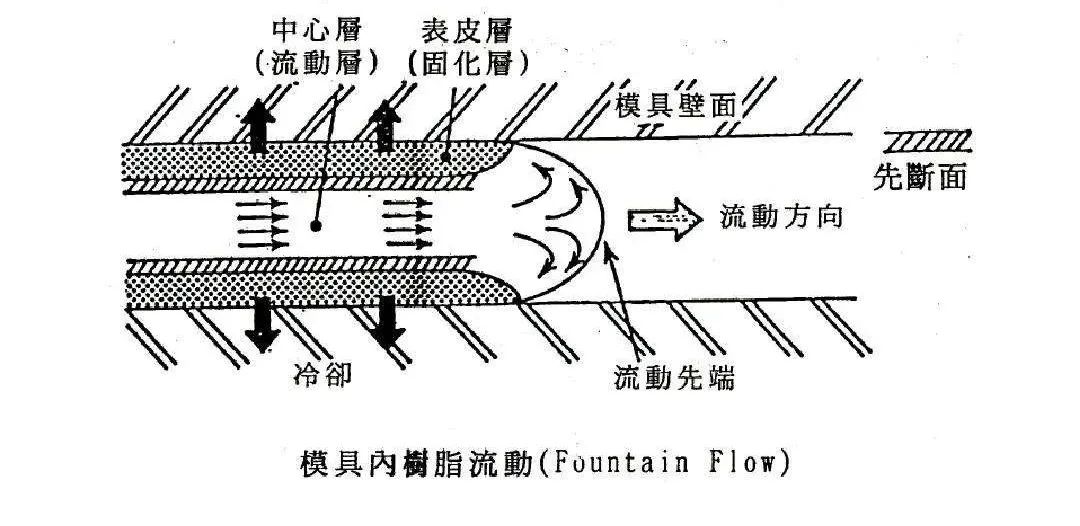
由上图可知,中间层是流动层,表皮层为固化层,随着冷却时间的推移,固化层逐渐增厚,流动层的横截面积会逐渐减小,填充越困难,此时需要增大注塑压力,推动熔体进入模腔以完成充填。
因此,壁厚的大小对注塑件在注塑过程中的流动,填充很大的影响,其取值不能过小。
2)塑胶熔体的黏度对流动性也有很大的影响
当流体在外力作用下,各流层间出现相对运动时,随之产生阻碍流体层间相对运动的内摩擦力,流体产生内摩擦力的这种性质称为黏性,用动力黏度(或称黏性系数)来衡量黏性的强度,数值上为熔体的剪切应力与剪切速率之比。
熔体粘度是反映塑料熔体流动的难易程度的特性,是熔体流动阻力的度量,粘度越高,流动阻力越大,流动越困难。熔体粘度的影响因素除了与其本身的分子结构有关外,还与温度、压力、剪切速率、添加剂等因素有关。(即在选定塑胶材料的种类后,可以在注塑过程通过改变温度、压力、添加物等条件来改变塑胶在注塑过程的流动性,这方面内容较多,后续看情况会专门以流动性为主题总结一篇文章)。
不过,在实际应用中,一般采用熔融指数来表征塑胶材料在加工中的流动性,其值越大,表示该塑胶材料的加工流动性越佳,反之越差。
所以,流动性好的塑胶,更容易填充满模具型腔,特别是对于结构复杂的注塑件。
常用塑料的流动性按模具设计要求大致可分为三类:
①流动性好:PA、PE、PS、PP、CA、聚(4)甲基戍烯;
②流动性中等:聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM、PPO;
③流动性差 :PC、硬PVC、PPO、PSF、PASF、氟塑料。
塑料件壁厚可根据材料的不同及产品外形尺寸的大小来选择,其范围一般为0.6〜 6.0mm,常用的厚度一般在1.5〜3.0mm之间。以下是不同材料的壁厚推荐值:(内部承力件壁厚可在下图基础上适当加大)

从上图可以看出,流动性差的材料其最小壁厚要求就会大,这点在上面介绍层流理论时已有介绍。
以上壁厚推荐数值只是一个保守的数据,实际应用中,塑胶件的大小何为小型,中型和大型,上图并没有具体写出参考范围。
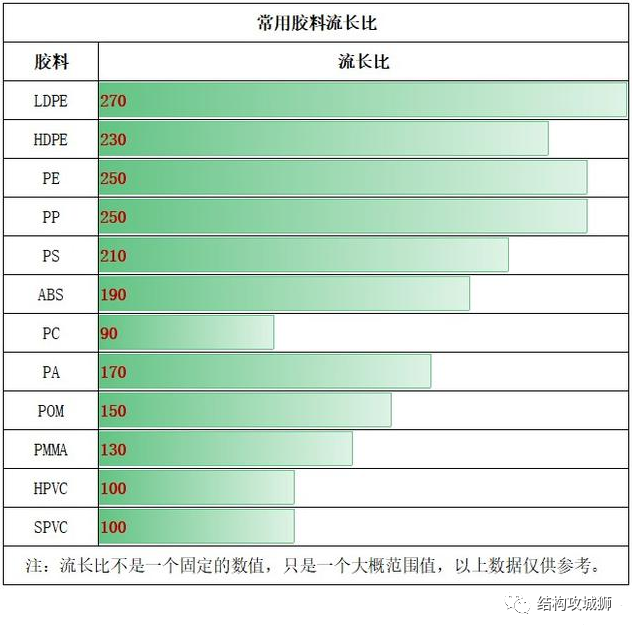
3)我们可以通过流长比的方式计算
塑料的流长比是指塑料熔体流动的长度(L)与壁厚(T)的比值。意思就是在给定壁厚的情况下,流长比越大,塑料熔体流动得越远;或者是塑料熔体流动的长度一定的情况下,流长比越大,壁厚可选择更小。因此塑料的流长比直接影响到塑料制品的进浇点数量和分布情况,同时也会影响到塑料的壁厚。
为了更加准确点,通过计算流长比的方式得出壁厚的具体数值范围。当然这个值跟料温,模温,抛光度等都有关系,只是一个大概范围值,不同条件都不一样,难以精确,但可以作为一个参考值。
流长比的计算:
L/T(总)=L1/T1(主流道)+L2/T2(分流道)+L3/T3(产品),计算出来的流长比应小于物性表上给出的数值,否则可能会有充填不良的现象。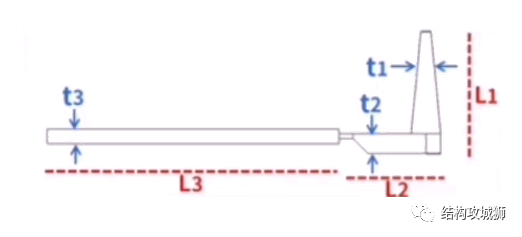
举例:
一个胶壳,PC料,产品壁厚2,产品填充的距离是200,流道100,流道直径5。
计算:L/T(总)=100/5+200/2=120
PC的流长比参考值是90,显然计算出来的流长比大于参考值,注塑困难,需要加大注塑速率和注塑压力,甚至可能需要特定的高性能注塑设备。如果采用两个进胶点或者改变进胶点位置,使产品填充的距离减小到100,则L/T(总)=100/5+100/2=70,此时的流长比小于参考值,注塑容易;或者把壁厚改到3,此时L/T(总)=100/5+200/3=87,可以进行常规注塑。
3、基于外观原则:
壁厚影响零件外观的具体表现为:
1)壁厚不均匀:表面缩水(包括缩印、凹坑、厚薄印等外观缺陷)、翘曲变形等。
2)壁厚过大:表面缩水、内部缩孔等缺陷。
3)壁厚过小:缺胶、顶针印、翘曲变形等缺陷。
缩水或缩孔
缩水或缩孔常常产生在壁厚较大处,产生的机理:根据材料凝固原理,注塑件加工时形成内部缩孔和表面缩水是由于熔体在冷却过程中不断收缩导致的。当收缩集中到后边凝固的位置,又得不到熔体的补充时,就会形成内部集中缩孔或表层缩凹(缩水)。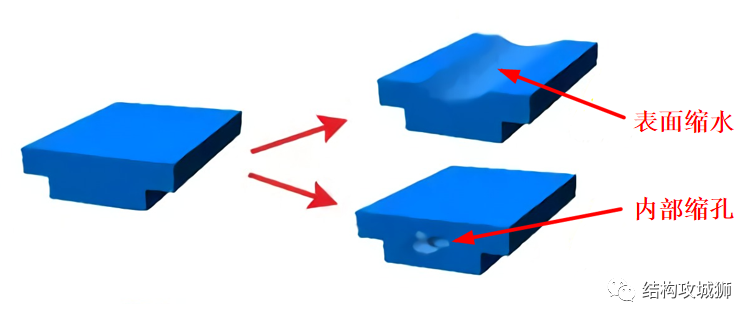
注塑件的冷却收缩同时存在两种形式:内部集中收缩和外部整体收缩(从注塑件的外围向内收缩),由于塑胶材料都有一定的收缩率,外部整体收缩是一定存在的,表现为注塑后的零件尺寸比模具型腔的尺寸偏小,这是正常现象。而内部集中收缩就是形成表面缩水和内部缩孔的动力。
在壁厚较厚的地方,冷却不均匀,紧贴模具表面的熔体冷却快,而靠塑胶件厚度中心的熔体冷却慢;中心的熔体冷却收缩时,会对塑胶件表面产生拉拽力,如果表面强度较强(与材料和冷却速度有关:材料太软,表面就软;冷却越快越早固化硬化,表面就较强),塑胶表面原料没被拉入,则会在塑胶件中心产生真空气泡(内部缩孔),如果表面强度较弱,塑胶表面原料被拉入,则塑胶件表面就产生凹陷状(表面缩水)。
翘曲变形
塑胶件翘曲变形最主要的原因之一是因为成形塑胶件时的不均匀收缩。塑胶件各处的收缩差异会造成内部残留应力,在射出成形时假如残留应力高于塑胶件结构的强度,塑件就会于脱模后翘曲变形。假如整个塑件有均匀的收缩率,塑件变形就不会翘曲,而仅仅会缩小尺寸;然而,由于分子链/纤维配向性、模具冷却、塑件设计、模具设计及成形条件等诸多因素的交互影响,要能达到低收缩或均匀收缩是一件非常复杂的工作。
塑件因收缩不均而产生翘曲,收缩率变化的原因包括:
1)塑件内部温度不均匀。
2)塑件凝固时,沿着壁厚方向的压力差异和冷却速率差异。
3)塑件尚未完全冷却就顶出,或是顶出销变形,倒勾太深,顶出方式不当,脱模斜度不当等因素都可能造成塑件翘曲。
4)塑件肉厚变化导致冷却速率的差异。
5)塑件具有弯曲或不对称的几何形状。
6)塑件材料有、无添加填充料的差异。
7)流动方向和垂直于流动方向之分子链/纤维配向性差异,造成不同的收缩率。
8)保压压力的差异(例如浇口处过度保压,远离浇口处却保压不足)。
以上原因中,第2、4项跟壁厚的不均匀有关系,不均匀壁厚所造成的收缩差异是无添加强化填充材料之热塑性塑料塑件发生翘曲变形的主要原因。更具体地说,塑胶件剖面壁厚的变化通常造成冷却速率差异与结晶度差异,结果就造成收缩差异与塑件翘曲变形,如下图所示。塑料件薄的地方先冷却,厚的地方后冷却,厚薄差异大时,体积收缩率差异大,残留应力大。当残留应力克服了零件强度,轻则产生厚薄印(类似缩水),重则就会产生翘曲变形,甚至开裂。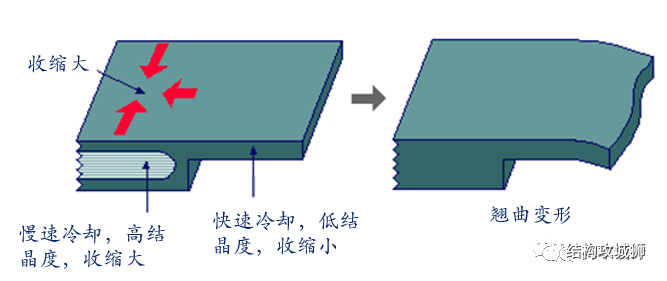
壁厚设计容忍变化量:

1)容忍变化量=(t1-t2)/t1=25%(无定形塑料或填充塑料)
2)容忍变化量=(t1-t2)/t1=12.5%(纯半结晶塑料)
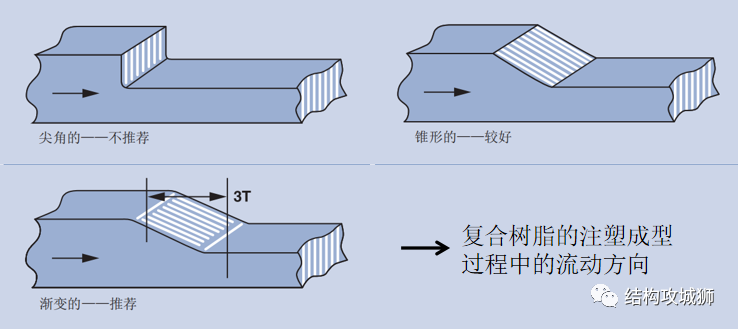
以上壁厚设计容忍变化量的取值只是经验值(容忍变化量不超过此值一般不会出问题),但应根据具体情况确定(不同的材料不同的结构、不同的注塑工艺参数等),一般情况下,如果空间允许,厚薄壁厚之间应设计渐变过渡,避免应力集中,过渡的长度应至少2T(2倍壁厚),过渡的长度越大,壁厚设计容忍变化量可以取大于以上取值(最好不要超过50%)。
应用实例:
1)卡扣
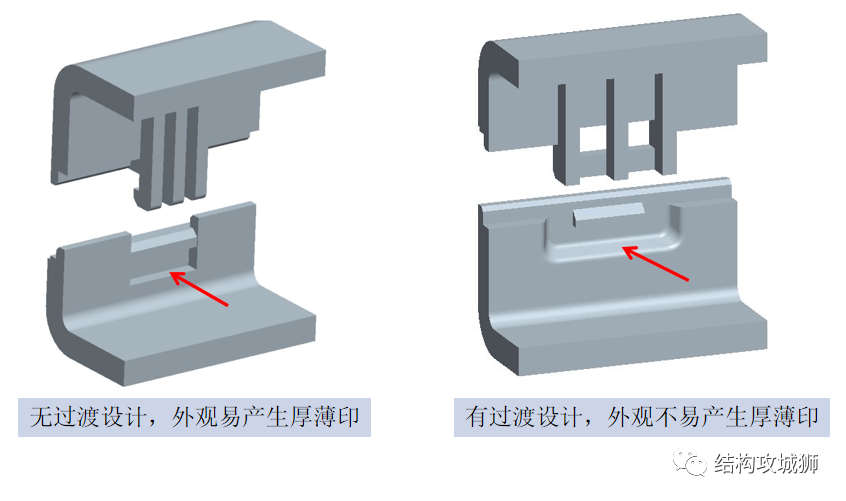
2)止口
**
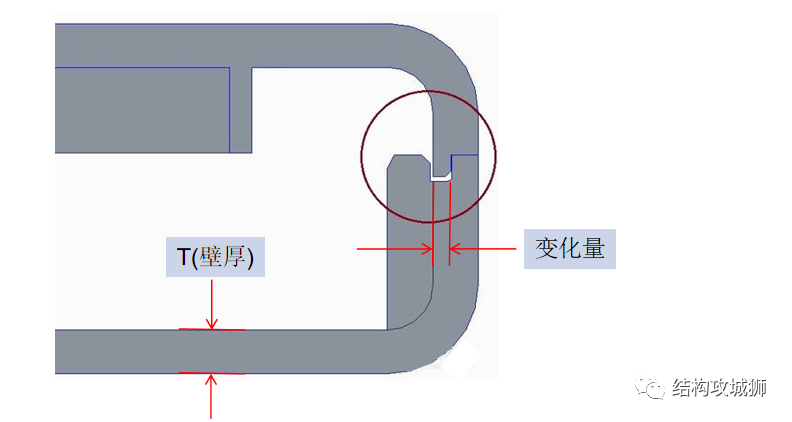
母止口是由于在原来壁厚T的基础上切除,同时一般不会过渡设计,所以母止口的取值(变化量)可按以上壁厚设计容忍变化量去取值,最大不要超过壁厚T的50%,否则容易外观面容易产生厚薄印。
通过均匀壁厚可以有效解决翘曲变形问题,但是并不是每个零件都能做到均匀壁厚,不均匀壁厚在有些零件(特别是复杂零件)上很难避免,但是在结构上其实可以通过其他方法解决,如以下例子。

零件原结构(翘曲变形)

方法1:均匀壁厚

方法2:设计成对称结构

方法3:局部掏胶
实际上大部分注塑缺陷都可以从以下几个方面找到原因,解决方案也应该首先从以下原因分析解决:
比如上面提到的缩水或缩孔原因分析:
1)结构设计上:塑胶件壁厚不均匀或者壁厚太厚;
2)模具设计上:流道太细、冷却管道布置问题(模具上存在局部高温)等;
3)注塑工艺上:保压时间不够、注塑压力小、注塑速度太慢等;
4)材料上:原料太软;
解决方案:
1)产品结构上:壁厚取值要合理,尽可能均匀壁厚,如不行应渐变过渡;
2)模具设计上:模具的冷却水路设计是否合理或足够,需修改模具 ;
3)注射工艺上:提高注射压力,并在注射结束后给模具保压. 并给予足够的冷却时间 ;
4)材料上:更换缩水率更小的材料,如无法更换可考虑通过添加填充物(矿物、玻纤等)改善。
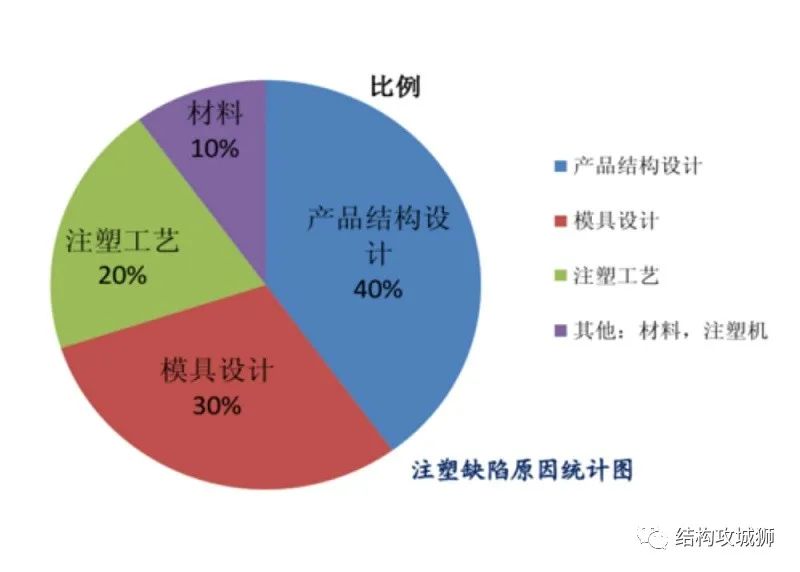
但是,对于大部分工程师而言,往往缺陷都是在试模后才发现,因此往往会把问题丢给模具厂处理,因为此时的确可以在注塑工艺上通过变换注塑参数去尝试解决,在注塑工艺上去解决相对来说是最快的,最节约成本的,但是不一定有效,所以在设计之前进行详细的DFM是非常有必要的,因为注塑缺陷产生的原因70%都是在结构设计和模具设计阶段。
4、基于成本原则
**
抛去由解决壁厚问题造成的注塑缺陷而增加的成本,过大的的壁厚会造成原材料的浪费,但这还不是最糟糕的,最糟糕的是冷却时间会明显增加,进而延长整个注塑成型周期,生产效率降低,零件的成本上升。
对于一款注塑产品来说,它的成型周期受到多种因素的影响,例如:填充时间、保压时间、溶胶时间、开合模时间,但其中影响时间最长的也是最重要的便是冷却时间。
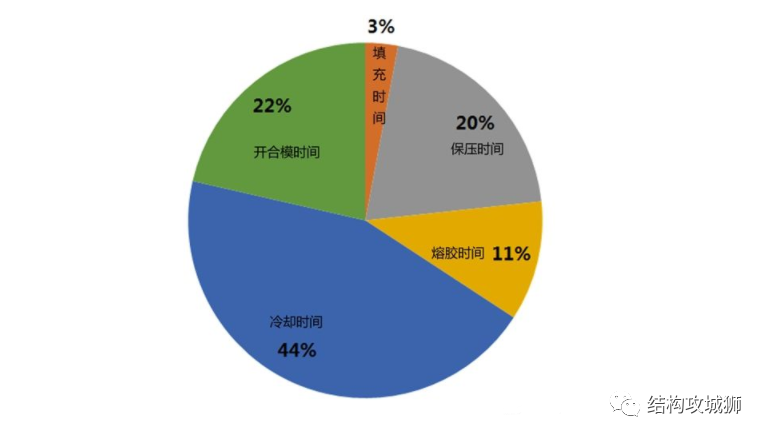
图:某注塑产品成型各项时间占比
注塑件的冷却时间,通常是指塑料熔体从充满注塑模具型腔起到可以开模取出制件时止的这一段时间。可以开模取出制件的时间标准,常以制件已充分固化,具有一定强度和刚性为准,在开模顶出时不致变形开裂。
注塑件的冷却时间可以通过模流分析软件分析出接近的时间值,以下是常用塑胶不同壁厚的冷却时间大概值,仅供参考。
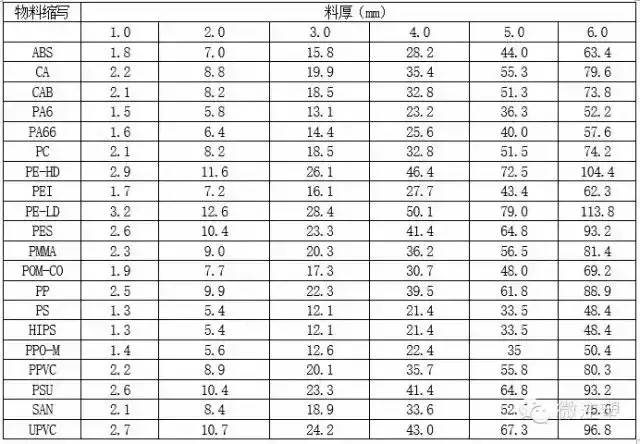
图:常用塑胶不同壁厚的冷却时间(秒)
冷却时间不仅跟原料,产品肉厚,射出温度,模温等有关,通过跟冷却水路的数量与排布有关,冷却时间的计算目前没有准确的计算公式,只是可以计算出一个粗略的估算值,公式推导过程比较复杂,这里就不详细介绍,但是对于同种塑胶材料,可以简化成以下公式:
冷却时间=比例常数*(壁厚)的平方
所以,冷却时间与壁厚之间的关系是一条二次曲线,图3-19所示为某款塑料零件壁厚与冷却时间的关系。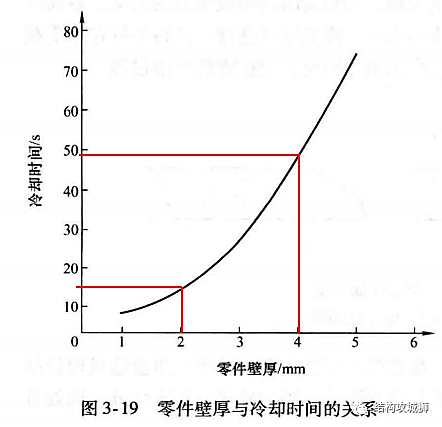
由图3-19可知,此塑胶件壁厚在2mm时,其冷却时间为15s左右,当壁厚增加到4mm时,冷却时间增加到48s左右,即成型周期至少增加了33s,增加了一倍多。
假如此塑胶件为1出2,注塑机的成本为1元/分钟,那么增加的33秒的注塑成本(估算)=注塑件成本/60成型周期/模穴数=1/6033/2=0.275(元)
即,每件成本会增加0.275元,如果每年产量为100万套,那么每年成本就会增加27.5万,这只是一件增加的成本,试想一下,如果一整套产品有几件这样壁厚的塑胶件,增加的成本可想而知了。
所以,塑胶件的壁厚对于塑胶件的成本影响是很大的,但这也是很多工程师容易忽略的地方,重要的是,壁厚一定确定,后期开模后就很难改变,因此,在开模前,不单单需要做DFM(面向制造的设计)、DFA(面向装配de设计),同时也要考虑DFC(面向成本的设计)。
以上注塑件壁厚的设计原则,从机械性能,成型性,外观,成本,四个方面进行了详细介绍,如果用一句话描述壁厚的设计,注塑件壁厚的取值在满足机械性能、加工性能的情况下,尽可能做到最小,且尽量均匀,如不能,应均匀过渡。
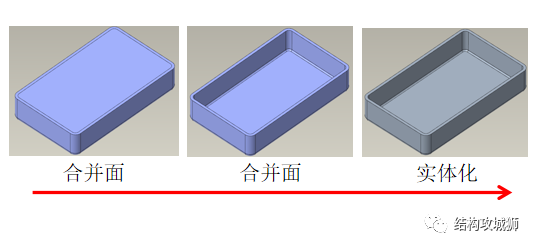
补充:结构设计时壁厚的画法
**
1、抽壳法:简单实用,但是成功与否取决于曲面的质量。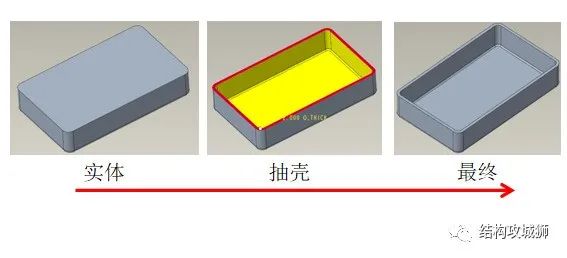
2、偏面法:步骤比较多,但是可更改性强,可应对比较复杂的外形。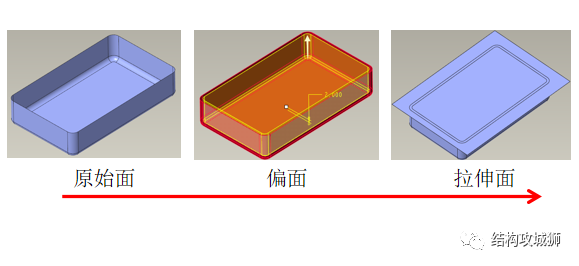
3、加厚法:一般常用于简单外形。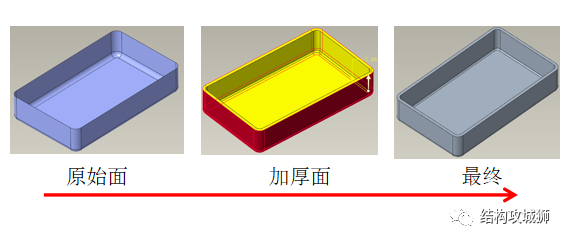

若有收获,就点个赞吧
0 人点赞
